ЦјУХвЁБлжсжЇзљМгЙЄЙЄвеМАМаОпЩшМЦ
РДдДЃК56doc.com зЪСЯБрКХЃК5D2436 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2436
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
1 СуМўЕФзїгУ
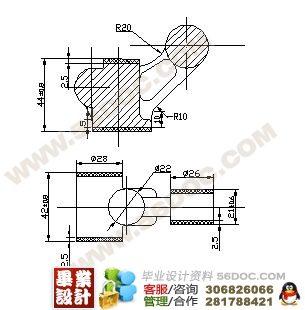
ИУСуМўЪЧ1105аЭВёгЭЛњжаЕФвЁБлНсКЯВПЕФЦјУХвЁБлжсжЇзљЁЃ mmПззАвЁБлжсЃЌжсСНЖЫИїАВзАвЛНјЁЂХХЦјЦјУХвЁБлЁЃ mmПзФкзАвЛИіМѕбЙжсЃЌгУгкНЕЕЭЦћИзФкбЙСІЃЌБугкЦєЖЏВёгЭЛњЃЌСНПзМфОр mmЃЌПЩвдБЃжЄМѕбЙжсдквЁБлЩЯДђПЊЦјУХЃЌЪЕЯжМѕбЙЁЃИУСуМўЭЈЙ§ mmаЁПзгУM10ТнИЫгыЦћИзЯрСЌЁЃИУСуМўЪЧВёгЭЛњЦјУХПижЦЯЕЭГЕФвЛИіживЊСуМўЁЃ
2.2 СуМўЕФЙЄвеЗжЮі
ЗжЮіСуМўЭМжНЃЌЭМжНЕФИїЪгЭМВЛЧхЮњЃЌГпДчБъзЂЭъећЃЌФмЙЛБэДяЧхГўСуМўЕФИїИіВПЗжЃЌММЪѕЬѕМўБъзЂКЯРэЃЌБэУцДжВкЖШБъзЂКЯРэЃЌГпДчЙЋВюБъзЂЭъећЃЌФмЙЛЭъећБэЪіМгЙЄвЊЧѓЁЃИУСуМўМгЙЄБэУцЗжСНжжЃЌжївЊЪЧПзЕФМгЙЄЃЌдВжљЖЫУцЦНУцМгЙЄЁЃНЋСуМўЭМжиаТЛцжЦдкA3ЭМжНЩЯЃЌЯъМћИНЭМЁЃЯжНЋжївЊМгЙЄВПЗжБэЪіШчЯТЃК
2.2.1ПзМгЙЄ
ИУСуМўЙВга4ИіПзвЊМгЙЄЃЌЦфжа mmЁЂ mmПзМгЙЄвЊЧѓНЯИпЃЌСНПзжаМфОр mmЃЌ mmПзжааФгыЕзЦНУцОрРы mmЃЌ mmПзжааФгыЕзУцОрРы49 0.05mmЁЃгаЦНааЖШвЊЧѓЃЌБэУцДжВкЖШ1.6ЃЌашОЋМгЙЄЃЌ mmаЁПзжБНгзъГіМДПЩЃЌСэ аБаЁПзжБНгзъГіЁЃ
2.1.2 УцЕФМгЙЄ
ИУСуМўашМгЙЄЦНУцЮЊ22ЁС36ЕзУцОЋЖШвЊЧѓНЯИпЃЌЪЧКѓајЙЄађЕФОЋЛљзМУцЃЌашОЋМгЙЄЃЌЩЯЖЫУцвЊЧѓИпЃЌДжЯГМДПЩЁЃ 26дВжљСНЖЫУцДжЯГЃЌЁЁ 28дВжљСНЖЫДжВкЖШвЊЧѓ3.2ЃЌвЊОЋЯГЁЃ
гЩвдЩЯЗжЮіжЊЃЌИУСуМўЕФМгЙЄгІЯШМгЙЄУцЃЌПзвдУцЮЊЛљзМЁЃБЃжЄПзжааФгыЕзУцЕФОрРыЃЌЦНааЖШЁЃ
ЙЄвеЙцГЬЩшМЦ
3.1ШЗЖЈУЋХїЃК
3.1.1УЋХїЕФжЦдьаЮЪНЃК
СуМўВФСЯЮЊHT200ЃЌИљОнбЁдёУЋХїгІПМТЧЕФвђЫиЃЌИУСуМўЬхЛ§НЯаЁЁЂаЮзДВЛЪЧКмИДдгЃЌЭтБэУцВЩгУВЛШЅГ§ВФСЯЗНЗЈЛёЕУДжВкЖШЃЌгЩгкСуМўЩњВњРраЭЮЊГЩХњЁЂДѓХњЩњВњЃЌЖјЩАаЭж§дьЩњВњГЩБОЕЭЃЌЩшБИМђЕЅЃЌЙЪБОСуМўУЋХїВЩгУЩАаЭж§дьЁЃ
3.1.2УЋХїЕФЩшМЦЃК
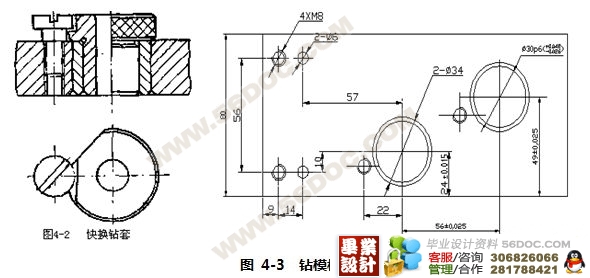
гЩгкЩњВњРраЭЮЊГЩХњЁЂДѓХњЩњВњЃЌПМТЧУЋХїЩњВњГЩБОКЭЛњаЕМгЙЄГЩБОЃЌУЋХїжЦдьЗНЗЈЮЊЩАаЭж§дьЃЌ 18ЁЂ 16ПзашОЋМгЙЄЃЌвЊСєМгЙЄгрСПЃЌЙЪПзВЛвЫж§ГіЃЌЦфЫћаЁПзВЛж§ГіЁЃ
ВщЁмН№ЪєМгЙЄЙЄвеМАЙЄзАЩшМЦЁнЃЈЛЦШчСжЁЂЭєШКжїБрЃЌЛЏбЇЙЄвЕГіАцЩчЃЉШЗЖЈМгЙЄгрСПЃК
ЩАаЭж§дьЃЌЙЋВюЕШМЖЃКЃЈCT7~9ЃЉВщБэ1 - 6ЃЌШЁCT8
МгЙЄгрСПЕШМЖЃК11~13G ВщБэ1 - 8ЃЌШЁG
ЧаЯїгрСПЃКВщБэ1 ЈC 9ЃЌЛљБОГпДчаЁгк100mmЃЌЙЪМгЙЄгрСПЮЊЕЅВр3.0mmЃЌЫЋВр2.5mm
ж§МўГпДчЙЋВюжЕЃКВщБэ1 ЈC 11ЛљБОГпДчаЁгк50mmЃЌШЁ0.8mmЃЌаЁгк30mmЃЌШЁ0.6mm
ФПТМ
ЕквЛеТ ЧАбд---------------------------------------------1
ЕкЖўеТ СуМўЕФЗжЮі---------------------------------------2
2ЃЎ1 СуМўЕФзїгУ-------------------------------------2
2.2 СуМўЕФЙЄвеЗжЮі----------------------------------2
2.2.1ПзМгЙЄ-----------------------------------------2
2.1.2 УцЕФМгЙЄ---------------------------------------2
ЕкШ§еТ ЙЄвеЙцГЬЩшМЦ-----------------------------------3
3.1ШЗЖЈУЋХї-----------------------------------------3
3.1.1УЋХїЕФжЦдьаЮЪН-------------------------------3
3.1.2УЋХїЕФЩшМЦ-----------------------------------3
3.2ЛљУцЕФбЁдё---------------------------------------3
3.3ЙЄвеТЗЯпЕФФтЖЈ-----------------------------------4
3.3.1 бЁдёМгЙЄЗНЗЈ---------------------------------4
3.3.2ЃКМгЙЄЫГађЕФФтЖЈ------------------------------4
3.3.3ЛњаЕМгЙЄгрСП----------------------------------5
3.4ЛњДВЕФбЁдё-----------------------------------------6
3.4.1ЃКЦНУцМгЙЄ------------------------------------6
3.4.2ЃКПзМгЙЄ--------------------------------------6
3.5МаОпбЁдё-------------------------------------------6
3.6ЕЖОпбЁдё-------------------------------------------6
3.6.1ЯГЯїМгЙЄ--------------------------------------6
3.6.2зъЯїМгЙЄ--------------------------------------6
3.7 СПОпбЁдёЃК----------------------------------------6
3.7.1ПзЕФСПОп--------------------------------------6
3.7.2жсЯђГпДчСПОп----------------------------------6
3.8 ЙЄађГпДчШЗЖЈ--------------------------------------7
3.9 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ----------------------------7
3.9.1ЙЄађЂёЃЈДжЯГЕзЦНУцЃЉЧаЯїгУСПМАЪБМфЖЈЖю--------7
3.9.2 ЙЄађЂђДжЯГЩЯЖЫУц-----------------------------8
3.9.3 ЙЄађЂѓЃЈДжЯГ ЁЂ СНдВжљСНЖЫУцЃЉЧаЯїгУСПМАЪБМфЖЈЖю-----------------------------------------------------9
3.9.4ЙЄађЂє ЃЈОЋЯГЕзЦНУцЃЉЧаЯїгУСПМАЪБМфЖЈЖю------10
3.9.5ЙЄађЂѕ ЃЈзъПз ЃЉЧаЯїгУСПМАЪБМфЖЈЖю---------10
3.9.6ЙЄађЂі (ОЋЯГ дВжљСНЖЫУц)ЧаЯїгУСПМАЪБМфЖЈЖю-11
3.9.7 ЙЄађЂїЃЈзъЁЂРЉЁЂНТПз ЁЂ ЃЉЧаЯїгУСПМАЪБМфЖЈЖю---------------------------------------------------11
3.9.7.1 зъПз жС ------------------------11
3.9.7.2 зъ жС --------------------------12
3.9.8 ЙЄађЂј ЃЈзъПз ЃЉЧаЯїгУСПМАЪБМфЖЈЖю----------13
ЕкЫФеТ МаОпЩшМЦ------------------------------------------14
4.1ЮЪЬтЕФЬсГі-----------------------------------------14
4.2МаОпЕФЩшМЦ-----------------------------------------14
4.2.1 ЖЈЮЛЛљзМЕФбЁдё-------------------------------14
4.2.2ЖЈЮЛЮѓВюЗжЮі----------------------------------14
4.2.3МаНєзАжУЕФЩшМЦ--------------------------------15
4.2.4ЧаЯїСІМАМаНєСІЕФМЦЫу--------------------------16
4.2.4.1ЧаЯїСІЕФМЦЫу----------------------------16
4.2.4.2МаНєСІЕФШЗЖЈ----------------------------16
4.2.4.3вКбЙИзЕФбЁдё----------------------------17
4.2.5аЃбщМаНєдЊМўЕФЧПЖШ----------------------------18
4.2.6вКбЙПижЦЛиТЗЕФШЗЖЈ----------------------------19
4.2.6.1ЗжЮівКбЙИздкМаОпИїЙЄзїЙ§ГЬЕФЖЏзї---------19
4.2.6.2вКбЙЛиТЗЕФзлКЯКЭећРэ---------------------20
4.2.7 МаОпЕФЪЙгУМАЮЌЛЄ-----------------------------20
ЕкЮхеТ НсТл----------------------------------------------
ВЮПМЮФЯз-------------------------------------------------
жТаЛ-----------------------------------------------------
ВЮПМЮФЯз
[1]УЯЩйХЉЃЌЛњаЕМгЙЄЙЄвеЪжВс[M].ББОЉЃКЛњаЕЙЄвЕГіАцЩчЃЌ1992.1
[2]ЖЋББжиаЭЛњаЕбЇдК,ТхбєЙЄбЇдК,ЕквЛЦћГЕжЦдьГЇжАЙЄДѓбЇ.ЛњДВМаОпЩшМЦЪжВсЕкЖўАц[M].ЩЯКЃЃКЩЯКЃПЦбЇММЪѕГіАцЩч,1988.4
[3]РЭЖЏВПХрбЕЫОзщжЏ.ЛњДВМаОп(ЪдгУ) [M].ББОЉ:ЛњаЕЙЄвЕГіАцЩч,1989.7
[4] АЌаЫЁЂаЄЪЋИй.ЧаЯїгУСПМђУїЪжВс[M].ЛњаЕЙЄвЕГіАцЩчЃЌ2003.6
[5]еХНн.ЛњаЕжЦдьММЪѕЛљДЁ[M].ГЩЖМЃКЮїФЯНЛЭЈДѓбЇГіАцЩчЃЌ2006.2
[6]едШчИЛ.ЛњаЕМгЙЄЙЄвеШЫдБЪжВс[M].ЩЯКЃЃКЩЯКЃПЦбЇММЪѕГіАцЩчЃЌ2006.10
[7]СѕКшЮФ.ВФСЯСІбЇЕкЫФАц[M].ББОЉЃКИпЕШНЬг§ГіАцЩчЃЌ2004.1
[8]ЪЉЦН.ЛњаЕЙЄГЬзЈвЕгЂгяЕкЦпАц[M].ЙўЖћБѕЃКЙўЖћБѕЙЄвЕДѓбЇГіАцЩчЃЌ2005.8
[9]РюКщ.ЛњаЕМгЙЄЙЄвеЪЕгУЪжВс[M].ББОЉЃКББОЉГіАцЩчЃЌ2000.6
[10] едМвЦыЃЌЛњаЕжЦдьЙЄвебЇПЮГЬЩшМЦжИЕМЪщ[M]Ек2АцЃЌЙўЖћБѕЙЄвЕДѓбЇ ЁЂЛњаЕЙЄвЕГіАцЩчЃЌ1994 |
