ГЕЩэКИНгЩњВњЯпКЭМаОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ,CATIAШ§ЮЌЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D25233 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D25233
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ГЕЩэКИНгЩњВњЯпКЭМаОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ,CATIAШ§ЮЌЭМ)(ТлЮФЫЕУїЪщ22000зж,CADЭМ5еХ,CATIAШ§ЮЌЭМ)
еЊвЊ
ЦћГЕКИзАЩњВњЯпМАКИзАМаОпЪЧЦћГЕГЕЩэЩњВњЕФЙиМќЩшБИЃЌЫќЖдЦћГЕЩњВњжЦдьЫЎЦНЦ№зХжСЙиживЊЕФзїгУЃЌжБНггАЯьЦћГЕЩњВњЙцФЃЁЂЩњВњаЇТЪКЭЩњВњжЪСПЁЃЫцзХЮвЙњЦћГЕЙЄвЕЕФбИЫйЗЂеЙЃЌМЄСвЕФЪаГЁОКељЪЙЦћГЕВњЦЗЕФИќаТЛЛДњдНРДдНПьЃЌЦћГЕГЕЩэЩшМЦдНРДдНИіадЛЏЃЌЖдЦћГЕКИзАЯпЕФашЧѓСПОоДѓЃЌБиаыздааЩшМЦЪЪКЯЮвЙњЙњЧщЕФЦћГЕКИзАЯпЃЌХЌСІЬсИпЩшМЦКЭжЦдьФмСІЁЃ
БОЮФНщЩмСЫЩњВњЯпВМОжЩшМЦЕФддђЁЂЩњВњЯпВМОжЕФРраЭ,ЖдЩњВњЯпЕФЦНКтЩшМЦЗНЗЈдкАзГЕЩэКИНгЩњВњЯпЩшМЦжаЕФгІгУзіСЫТлЪіЃЌВЂдЫгУИУЗНЗЈЪЕЯжСЫФГГЕаЭжїКИНгЩњВњЯпЕФЙЄЮЛЩшМЦЁЃЭЌЪБЩшМЦСЫКИзАМаОпВПМўЃЌЖдМаОпдЫЖЏЛњЙЙФЃаЭМђЛЏЃЌвдНЮГЕЧАГЕУХФкАхЮЊжиЕуЃЌЖдКИзАМаОпЕФЗНАИЩшМЦНјааСЫЬНЬжКЭгХЛЏЩшМЦЁЃ
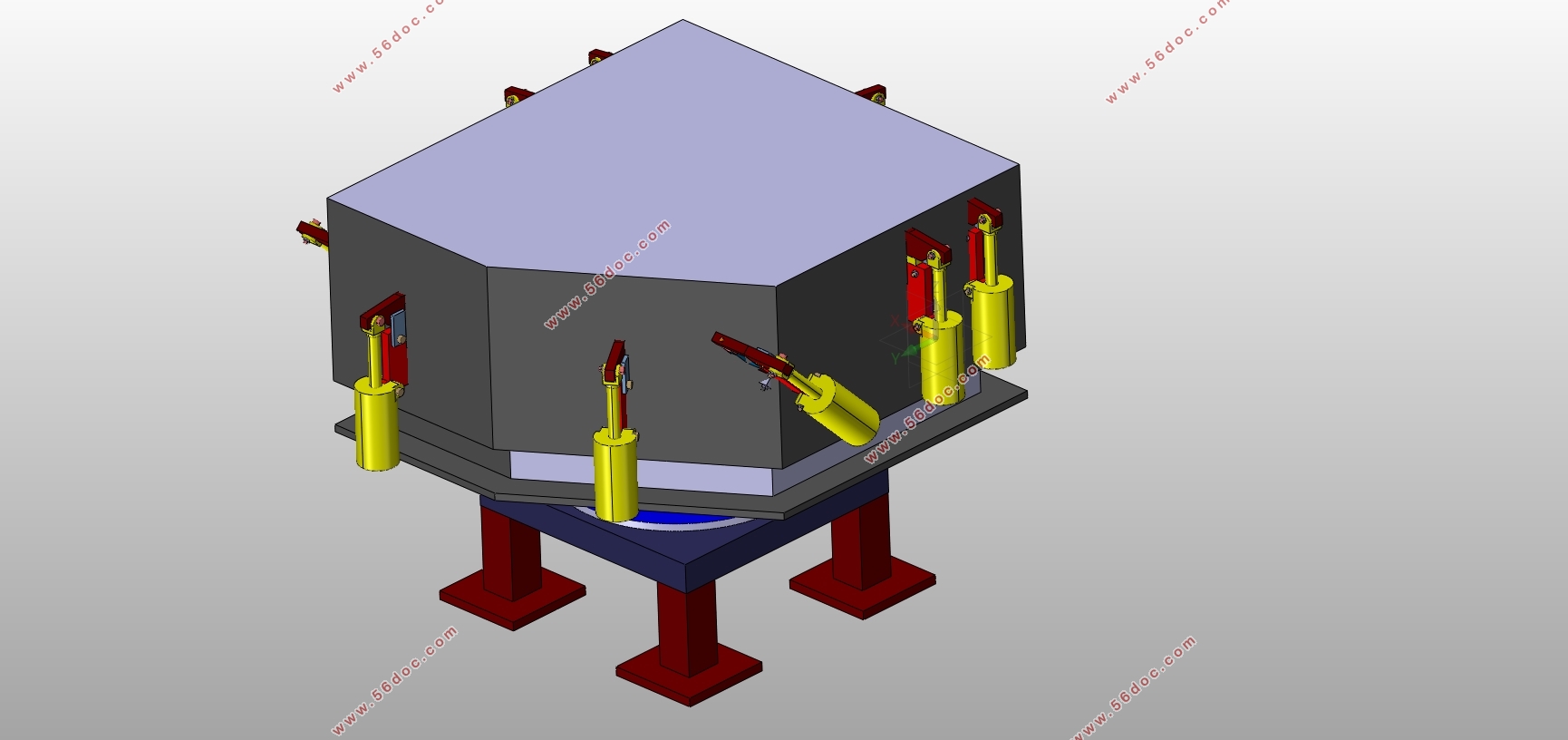
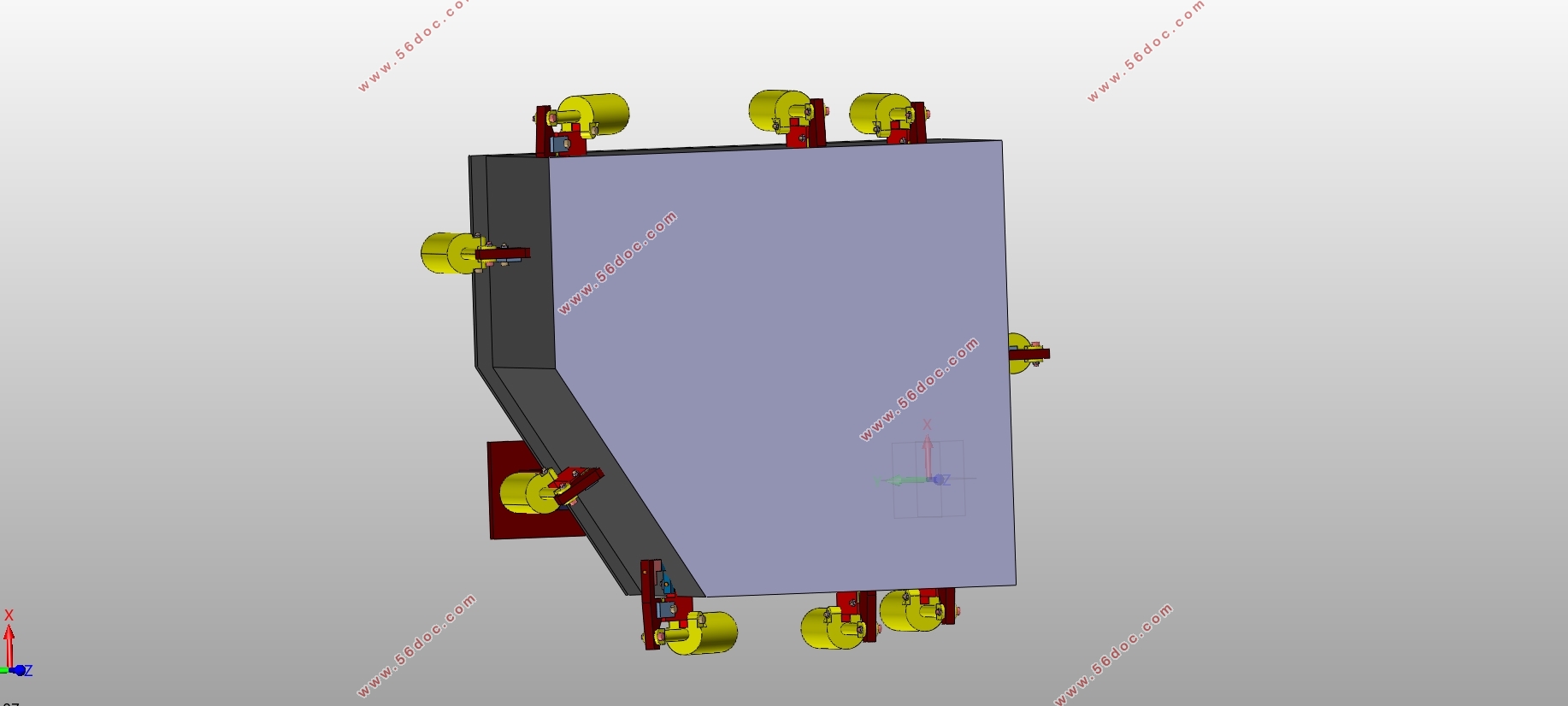
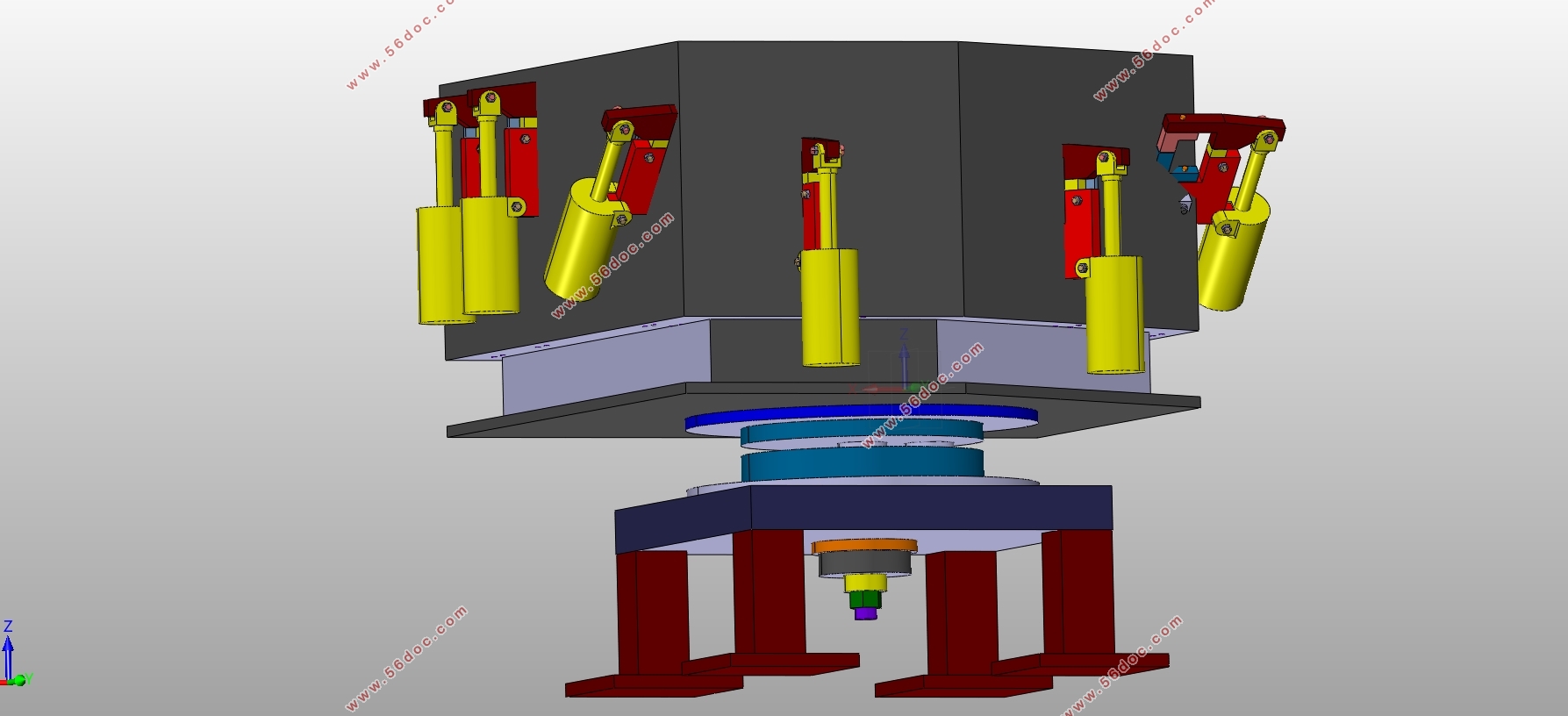
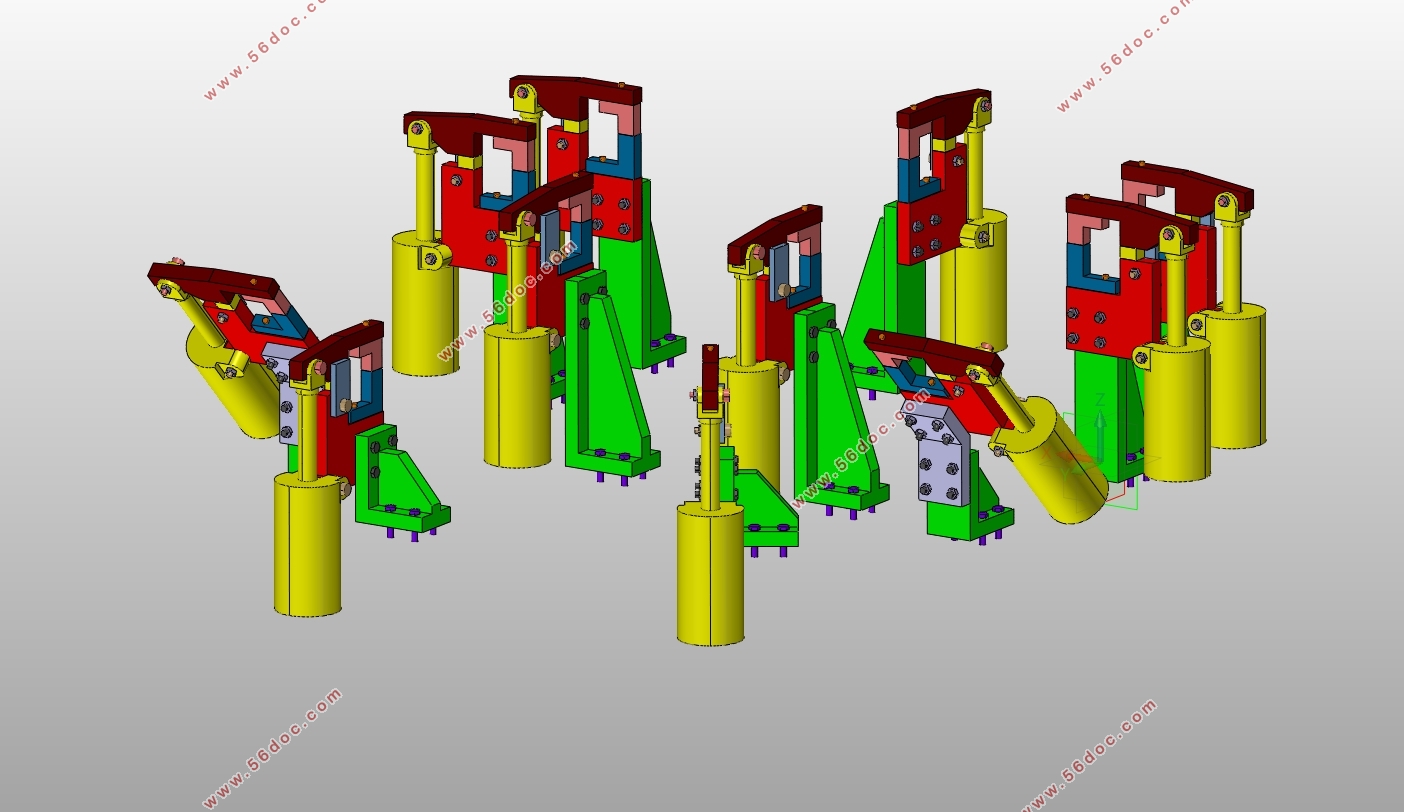
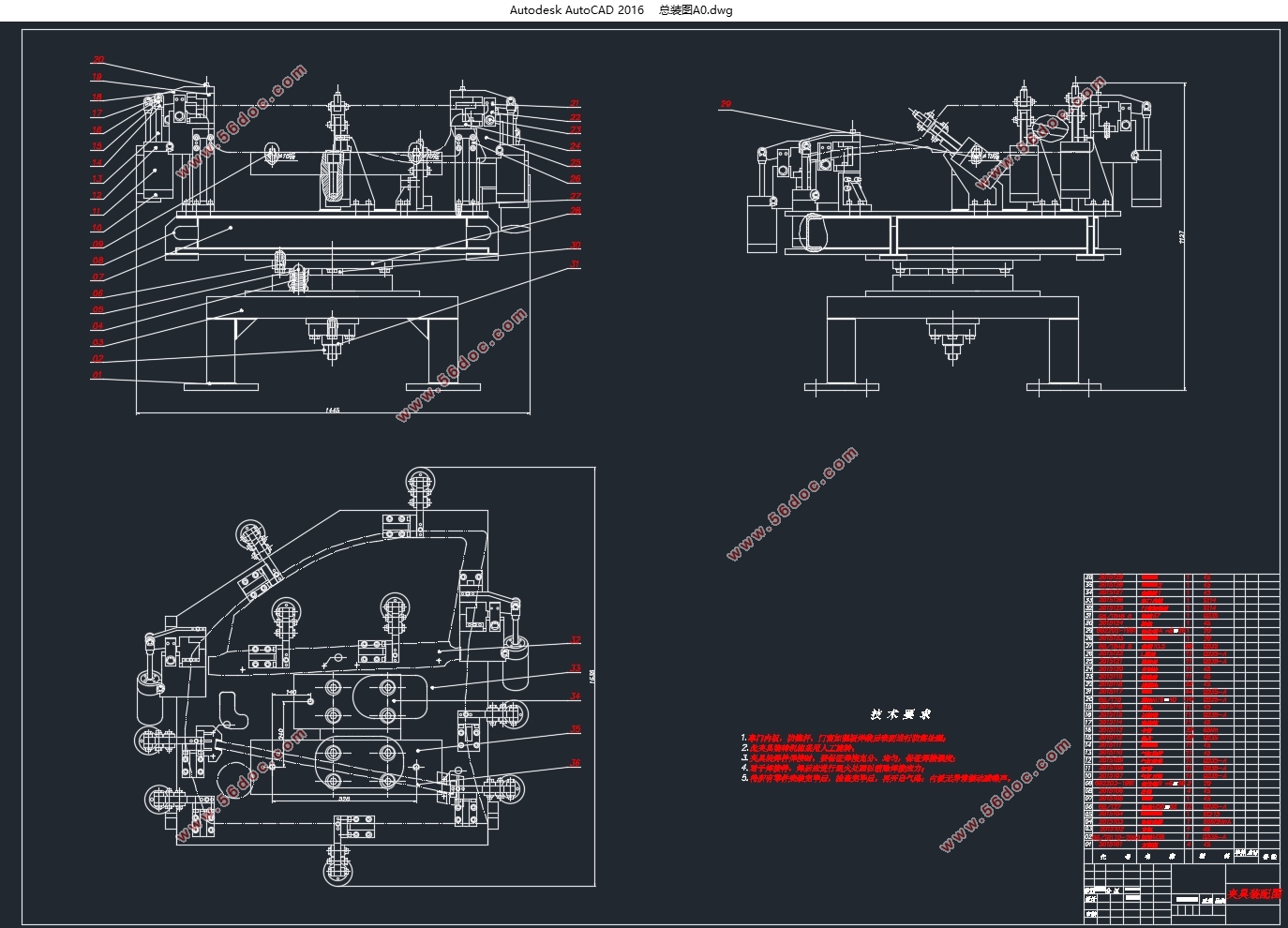
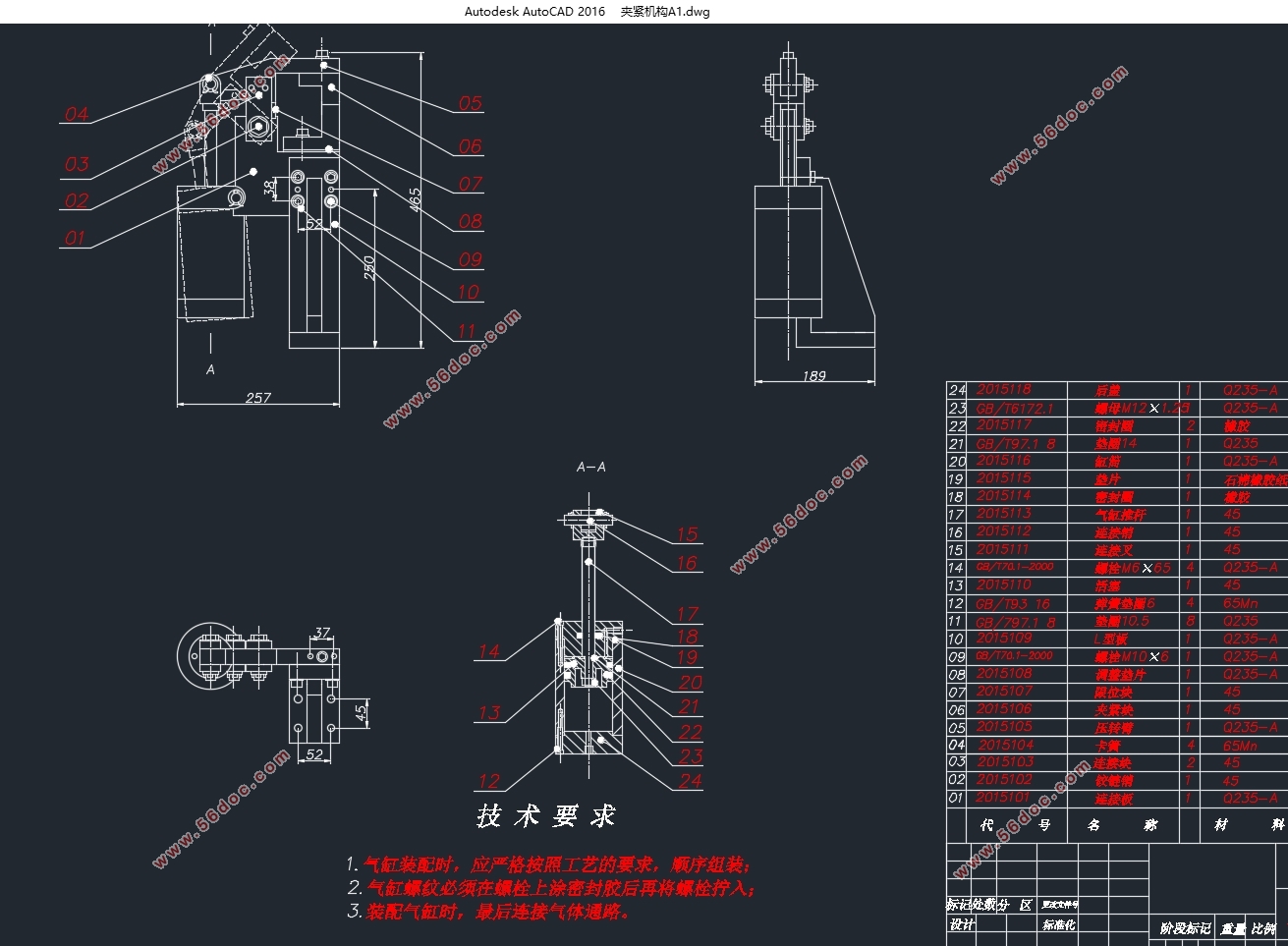
ЙиМќДЪЃКГЕЩэКИНгЩњВњЯп ГЕУХФкАх КИНгМаОпCATIAШ§ЮЌНЈФЃ
Abstract
As the key equipment for the production of automobile bodywork, the automobile assembly-welding line and welding jig are important for the automobile production level, and directly affects the production pattern, production efficiency and production quality. Accompanying the rapid development of our nations automobile industry,the competition of automobile market becomes drastic, it makes the updating speed of automobile product more and more quickly, and the design of automobile bodywork more individuality, the needing of automobile assembly-welding lines become more and more large. The automobile assembly-welding lines which fit the situation of our country must be indigenous, and the design and manufacture abilities must be improved.
The principle and type of the line layout design has been discussed in this paper.The welding line balance design methods for Car Body-In-White was proposed and it has been carried out in the design of a main welding assembly line for a car.In this paper, the model of movement machine of jig is predigested, the process design and optimization design by automobile’s front door inner panelis probed into.
Key words:Body welding production line;Inner Door ; Welding Fixture;CATIA Three-dimensional design
БОЮФЕФбаОПФкШн
БОЮФжївЊеыЖдАзГЕЩэКИНгЯпКЭКИНгМаОпЕФЩшМЦзіСЫвдЯТЙЄзїЃК
1.ТлЪіСЫАзГЕЩэКИНгЩњВњЯпЕФЩшМЦЗНЗЈЃЌЗжБ№ДгГЕМфМЖЩњВњЯпЕФећЬхЩшМЦКЭОпЬхЩшБИЕФНсЙЙЩшМЦСНИіЗНУцНјааСЫАзГЕЩэКИНгЩњВњЯпЕФЩшМЦЁЃ
2.ТлЪіСЫАзГЕЩэКИНгЩњВњЯпЕФЦНКтЩшМЦЁЂВМОжЩшМЦЕФЗНЗЈЃЌдЫгУЦНКтЩшМЦЕФРэФюЪЕЯжСЫФГГЕаЭжїКИНгЩњВњЯпЕФЙЄЮЛЩшМЦЁЃ
3.НщЩмСЫГЕУХЕФзщГЩКЭзАХфЕФЙ§ГЬЃЌГЕУХФкАхЕФзщГЩКЭКИНгЙ§ГЬЃЌКЭКИНгЗНЗЈЁЃ
4.НсКЯN-2-1ЖЈЮЛдРэЃЌвдНЮГЕЧАГЕУХФкАхЮЊжиЕуЃЌЖдКИзАМаОпЕФЗНАИЩшМЦНјааСЫЬНЬжКЭгХЛЏЩшМЦЁЃ
БОЮФвдФГГЕаЭЕФжїКИНгЯпЮЊР§ЫЕУївдЩЯЦНКтЩшМЦЗНЗЈЕФгІгУЁЃИУГЕаЭЕФМЦЛЎФъВњСПЮЊ160000СОЃЌУПЬьСНАрЩњВњЃЌУПАрЪЕМЪЙЄзїЪБМфАДее7.6аЁЪБМЦЃЌЩшБИЕФЪЙгУТЪЮЊ0.9ЃЌУПдТЙЄзї21ЬьЃЌ

ФПТМ
ЕквЛеТ аїТл1
1.1ПЮЬтЕФБГОАМАвтвх 1
1.2ЙњФкЭтбаОПЯжзД 2
1.3БОЮФЕФбаОПФкШн 4
ЕкЖўеТ АзГЕЩэКИНгЩњВњЯпЕФзмЬхЩшМЦ6
2.1 АзГЕЩэКИНгЩњВњЯпЕФЙЙГЩ 6
2.1.1ЦћГЕАзГЕЩэЕФЙЙГЩ 6
2.1.2 АзГЕЩэКИНгЩњВњЯпЕФЙЄвеЙЙГЩ 8
2.1.3 АзГЕЩэКИНгЩњВњЯпЕФЩшБИЙЙГЩ 9
2.2АзГЕЩэКИНгЩњВњЯпЕФЩњВњЦНКтЩшМЦ 11
2.2.1 ЩњВњЯпЦНКтЩшМЦЕФЛљБОИХФю 11
2.2.2 ЩњВњЯпЦНКтЩшМЦЕФжИБъ 12
2.2.3ЩњВњЯпЦНКтЩшМЦЕФЗНЗЈ 13
2.2.4ФГГЕаЭжїКИЯпЦНКтЩшМЦ 14
2.3АзГЕЩэКИНгЩњВњЯпЩшМЦ 16
2.2.1ГЕМфВМОжЛљБОаЮЪН 16
2.2.2ГЕМфВМОжддђ 18
2.2.3АзГЕЩэКИНгЩњВњЯпзмЬхЩшМЦЪЕР§ 18
2.4БОеТаЁНс 21
ЕкШ§еТНЮГЕГЕУХФкАхКИзАЙЄве22
3.1ЕчзшКИЕФЗжРр 22
3.1.1 ЕуКИ 22
3.1.2 ЗьКИ 23
3.1.3 ЭЙКИ 24
3.1.4 ЖдКИ 24
3.2 ЧАГЕУХНсЙЙМАЦфзАХфЙ§ГЬ 24
3.2.1 ЧАГЕУХзмГЩМАЦфзАХфЙ§ГЬ 24
3.2.2ЧАГЕУХФкАхзмГЩМАЦфзАХфЙ§ГЬ 25
3.3 КИНгНгЭЗЕФаЭЪН 26
3.4 КИЕуЕФВМжУддђ 27
3.4.1 КИЕуЕФаЮзДгыГпДч 27
3.4.2 ЕуКИЕФЛљБОвЊЧѓ 27
3.4.3 КИЕуЕФВМжУ 28
3.4.4 ЕуКИЕФЫГађ 28
3.5 НсЙЙЕФПЊГЈад 28
3.6 ОЋЖШЕФКЯРэад 29
3.7БОеТаЁНс 30
ЕкЫФеТ МаОпЕФзмЬхЩшМЦ31
4.1 N-2-1ЖЈЮЛдРэ31
4.2 КИНгМаОпЕФЗжРрМАЩшМЦвЊЧѓ31
4.2.1 КИНгМаОпЕФЗжРр31
4.2.2 КИНгМаОпЕФЩшМЦвЊЧѓ32
4.3 КИНгМаОпЩшМЦСїГЬЭМ33
4.4ЖЈЮЛМаНєдЊМўЕФЩшМЦ33
4.5ЕуКИЧЏЕФбЁдё35
4.6жївЊСуМўЩшМЦЫЕУї36
4.6.1МаНєЕЅдЊ36
4.6.2 L-аЭАх37
4.6.3жЇГХАхЃЈСЌНгАхЃЉ37
4.6.4бЙЭЗ37
4.6.5МаНєПщ38
4.5.6ЕїећЕцЦЌМАЯоЮЛАх38
4.6.7ЖЈЮЛЯњ38
4.6.8ЛљАх39
4.6.9а§зЊЛњЙЙ39
4.7ЯрЙиМЦЫу40
4.7.1бЙзЊБлеХПЊНЧМЦЫу40
4.7.2ЦјИзМаНєСІМЦЫу41
4.8БОеТаЁНс42
ЕкЮхеТ змНс43
жТаЛ44
ВЮПМЮФЯз45
|