斜楔式侧向冲孔冲压模设计(含CAD零件装配图,工艺卡)
来源:56doc.com 资料编号:5D14375 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D14375
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
斜楔式侧向冲孔冲压模设计(含CAD零件装配图,工艺卡)(任务书,开题报告,中期检查表,论文说明书10700字,CAD图纸9张,工艺卡)
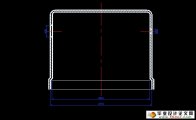
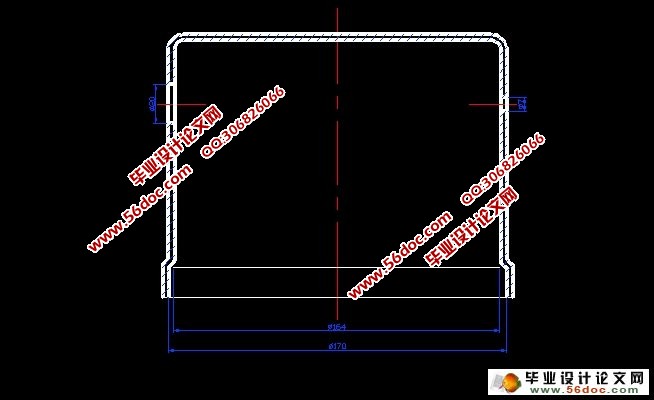
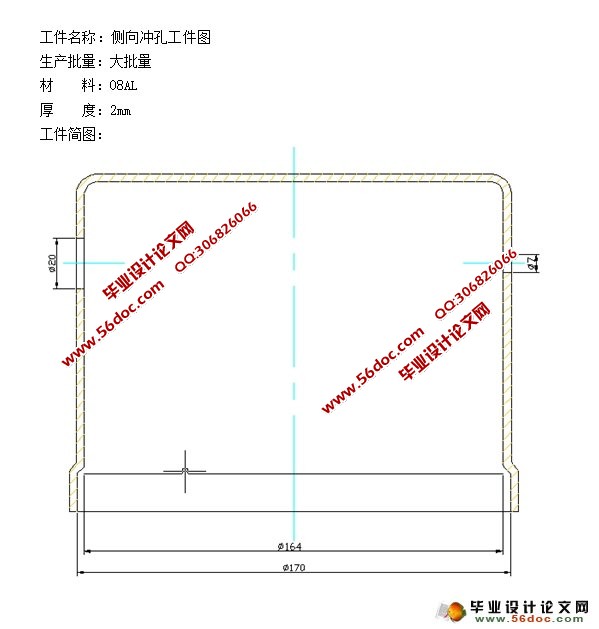
图示零件材料为2mm厚08AI铝合金,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
外形落料的工艺性:工件图属于小尺寸零件,料厚2mm,外形复杂程度一般,尺寸精度要求一般,因此可采用落料工艺获得。
弯曲的工艺性:U弯曲R1.6 mm,高度4 mm,要求一般可以用弯曲工艺来获得
冲孔的工艺性:φ2.6mm的孔,尺寸精度要求较高,可采用冲孔。
此工件只有外形落料、弯曲和冲孔三个工序。图示零件尺寸除φ2.6mm的孔均为未注公差的一般尺寸,按惯例取IT14级,符合一般级进冲压的经济精度要求,模具精度取IT9级即可。
由以上分析可知,图示零件具有比较好的冲压弯曲工艺性,适合冲压弯曲生产。
目录
绪论 1
侧向冲孔的冷冲模具设计 4
第一章 冲压零件的工艺性分析 5
第二章 冲压工艺方案的确定 6
第三章 主要设计计算 7
3.1 排样方法的确定及其计算 7
3.1.1 毛坯的尺寸计算 7
3.1.2 确定零件的排样方案 8
3.2 冲裁工序总力的计算 9
3.3 压力中心的计算 10
3.4 工作零件刃口尺寸的计算 11
3.4.1 冲裁孔凸模、凹模刃口尺寸的计算 12
3.4.2 外形落料凸模、凹模刃口尺寸的计算 12
3.5 卸料橡胶的设计 14
第四章 模具总体设计 15
4.1 模具类型的选择 15
4.2 定位方式的选择 15
4.3 卸料,出件方式的选择 15
4.4 导向方式的选择 15
第五章 主要零部件的结构设计 16
5.1 工件零件的结构设计 16
5.1.1 落料凸模 16
5.1.2 冲孔凸模 16
5.1.3 凹模 17
5.2 定位零件的设计 19
5.3 导料板的设计与标准化 19
5.4 卸料部件的设计与标准化 19
5.4.1 卸料板的设计 19
5.4.2 卸料螺钉的选用 20
5.5 固定挡料销的设计与标准化 20
5.6 凸模固定板的设计 21
5.7 螺孔距离的设计 21
5.8 标准模架和导柱,导套的选用 21
第六章 压力机的选择与校核 22
第七章 模具总装配 23
7.1 模具的装配图说明 23
7.2 模具的装配 23
7.2.1 主要组件的装配 23
7.2.2 调整凸凹模的间隙 23
7.3 模具的调整 24
结论 27
致谢 28
参考文献 29
插图清单
3.1.1 毛坏展开图……………………………………………………………………7
3.1.2 直对排图………………………………………………………………………8
3.1.3 直排图…………………………………………………………………………8
3.3.1 落料凸模压力中心图 ………………………………………………………10
3.3.2 冲孔凸模压力中心图 ………………………………………………………11
3.4.1 落料凹模尺寸图 ……………………………………………………………13
3.4.2 落料凸模尺寸图 ……………………………………………………………14
5.1.1 冲孔凸模图 …………………………………………………………………17
5.1.2 凹模刃口图 …………………………………………………………………18
5.1.3 凹模刃口形式图 ……………………………………………………………19
5.2.1 导正销 ………………………………………………………………………19
5.3.1 导料板 ………………………………………………………………………20
7.1.1 斜楔式侧向冲孔模 …………………………………………………………25
|