ВІЭЗГЩаЭЙЄвеМАФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ,PROEШ§ЮЌЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ЭтЮФЗвы,ТлЮФЫЕУїЪщ14000зж,CADЭМ8еХ,PROEШ§ЮЌЭМ)
еЊвЊ
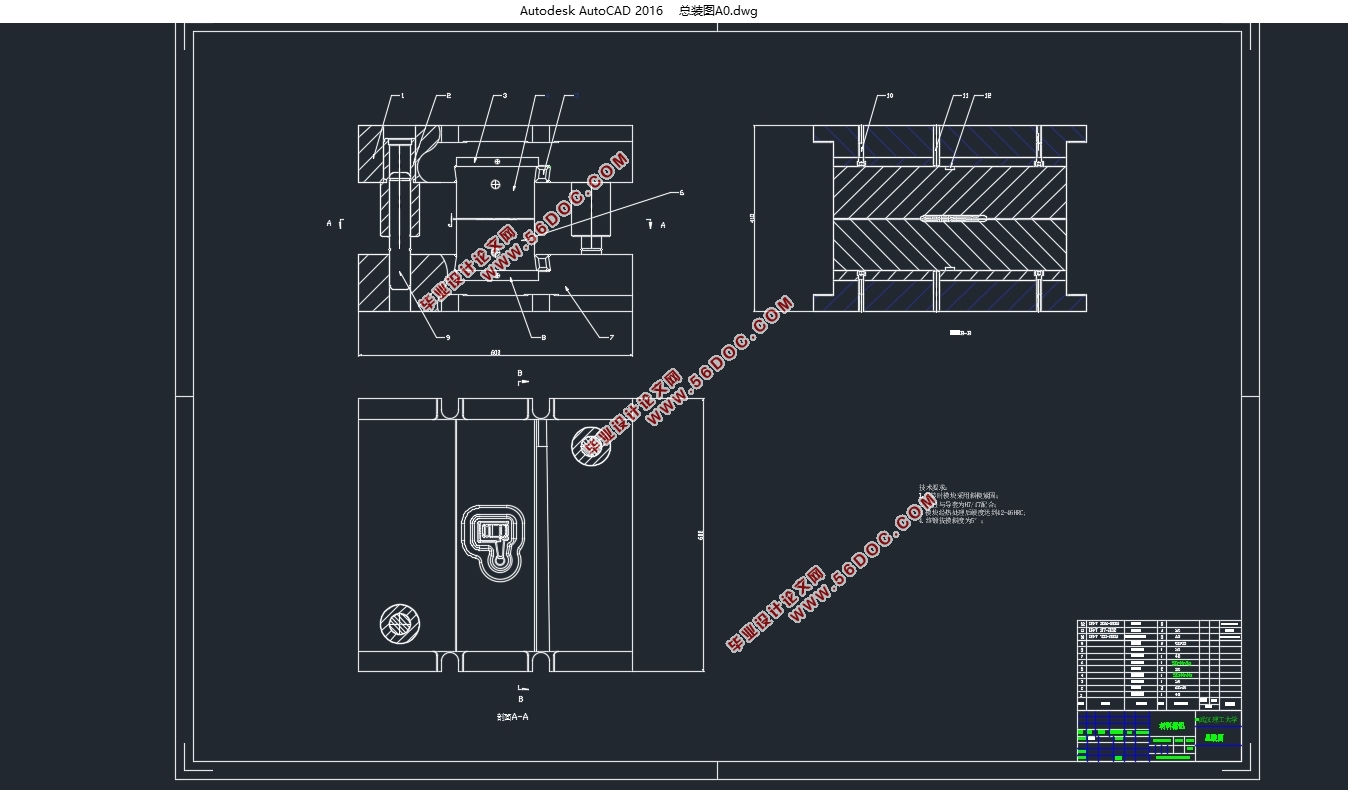
ЫцзХПЦбЇММЪѕЕФЬсИпЃЌШЫУЧЖдгкСуМўжЪСПЕФвЊЧѓвВдкЬсИпЁЃеыЖдВІЭЗСуМўЃЌДЋЭГЕФж§дьЙЄвевбОВЛФмТњзуСуМўЕФжЪСПвЊЧѓЃЌашвЊжиаТбЁЖЈЙЄвеЗНАИЁЃБОЮФЗжЮіСЫВІЭЗЕФЖржжГЩаЭЙЄвеЃЌВЂДгжабЁдёПЊЪНШШФЃЖЭЙЄвезїЮЊБОДЮЩшМЦЕФЙЄвеЗНАИЃЌВЂШЗЖЈСЫЙЄвеСїГЬМАЯрЙиВЮЪ§ЁЃЭЈЙ§PRO/EШэМўЩшМЦСЫЖЭМўЕФШ§ЮЌдьаЭЃЌВЂИљОнЙЄвеСїГЬЩшМЦСЫЖржжФЃЬХЃЌЫцКѓРћгУDEFORMШэМўЖдЦфНјааСЫЗТецФЃФтЃЌзюКѓИљОнФЃФтНсЙћЖдФЃЬХНјааСЫгХЛЏЃЌЭъГЩСЫЖЭФЃФЃОпЕФЩшМЦЁЃИљОнбЙСІЛњЙцИёбЁЖЈСЫХфЬзЕФЛњМмЃЌРћгУШэМўЭъГЩСЫИїСуМўЕФдьаЭЃЌВЂЖдФЃОпНјааСЫзАХфЃЌЫцКѓЭЈЙ§AUTOCADШэМўЛцжЦГізмзЊЭММАИїСуМўЭМЁЃ
ЙиМќДЪЃКПЊЪНШШФЃЖЭЃЛЗТецФЃФтЃЛФЃОп
Abstract
With the improvement of science and technology, people's requirements for the quality of parts are also increasing. For the dialed parts, the traditional casting process can no longer meet the quality requirements of the parts, and the process plan needs to be re-selected. This article analyzes the various forming processes of the dial head, and selects the open hot die forging process as the process scheme for this design, and determines the process flow and related parameters. The three-dimensional modeling of forgings was designed by PRO/E software, and a variety of molds were designed according to the process flow. Then the simulation was simulated by DEFORM software. Finally, the mold was optimized based on the simulation results, and the forging mold was completed. the design of. According to the specification of the press machine, the matching rack was selected, the parts were modeled by software, and the molds were assembled. Then the total rotation diagram and the parts drawings were drawn by the AUTOCAD software.
Key words:hot die forging;simulation;mould
ЙЄвеЩшМЦ
БОеТИљОнСуМўЕФШ§ЮЌЪгЭМНјааЖЭМўШ§ЮЌдьаЭЕФЛцжЦЃЌВЂЭЈЙ§ЖЭМўЕФШ§ЮЌдьаЭШЗЖЈБОДЮЩшМЦЕФЙЄвеСїГЬЃЌбЁЖЈбЙСІЛњЙцИёМАЦфЫћгаЙиВЮЪ§
2.1 ЖЭМўШ§ЮЌЪгЭМЕФжЦЖЈ
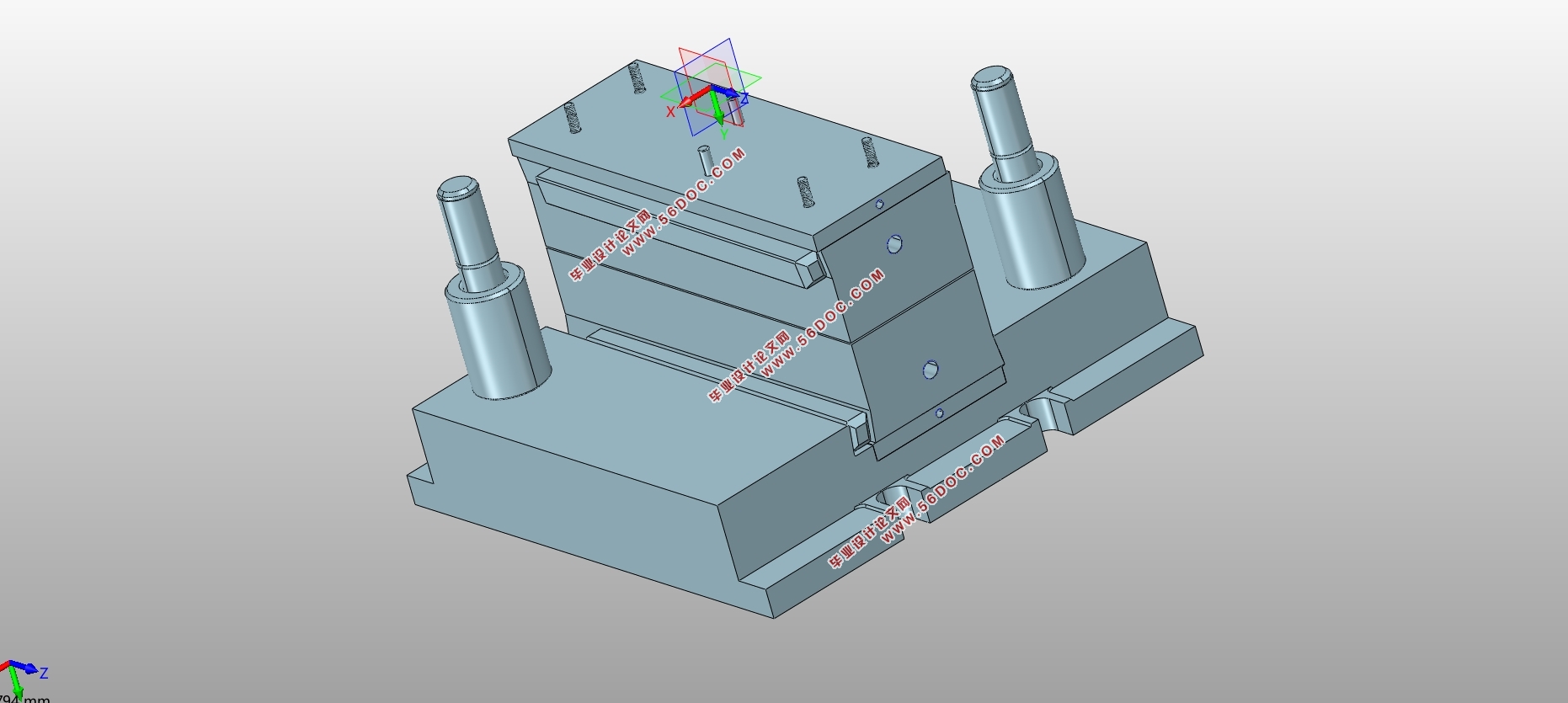
ИљОнЖЭФЃЩшМЦЕФвЛАуСїГЬЃЌдкЕУЕНСуМўЭМКѓЃЌЮвУЧЭљЭљвЊЖдЦфНјаааоИФЃЌИљОнСуМўЭМРДжЦЖЈЖЭМўЭМЃЌдйЩшМЦФЃОпЕФаЭЧЛЁЃвЛАуЯШИљОнСуМўЭМРДжЦЖЈРфЖЭМўЭМЃЌвђЮЊЖЭМўЕФЮТЖШБфЛЏЃЌЖЭМўРфШДКѓЛсЪеЫѕвЛЖЈЕФБШР§ЃЌЪЙЕУЬхЛ§МѕЩйЃЌвђДЫШШЖЭМўЭМЕФжЦЖЈвЊИљОнРфЖЭМўЭМКЭВФСЯЕФЪеЫѕТЪРДжЦЖЈЁЃвђЮЊМЦЫуЛњШэМўЕФгІгУЃЌЫљвдЮвУЧПЩвдЪЁТдвЛВПЗжСїГЬЃЌЭЈЙ§PRO/EШэМўЩшМЦГіЖЭМўЕФШ§ЮЌдьаЭКѓЃЌдкЩшМЦаЭЧЛЪБЪфШыЫљбЁВФСЯЕФЪеЫѕТЪ,МДПЩЕУЕНзМШЗЕФФЃОпаЭЧЛЁЃЯТУцНщЩмРћгУPRO/EШэМўЩшМЦЖЭМўШ§ЮЌдьаЭЕФЙ§ГЬЁЃ
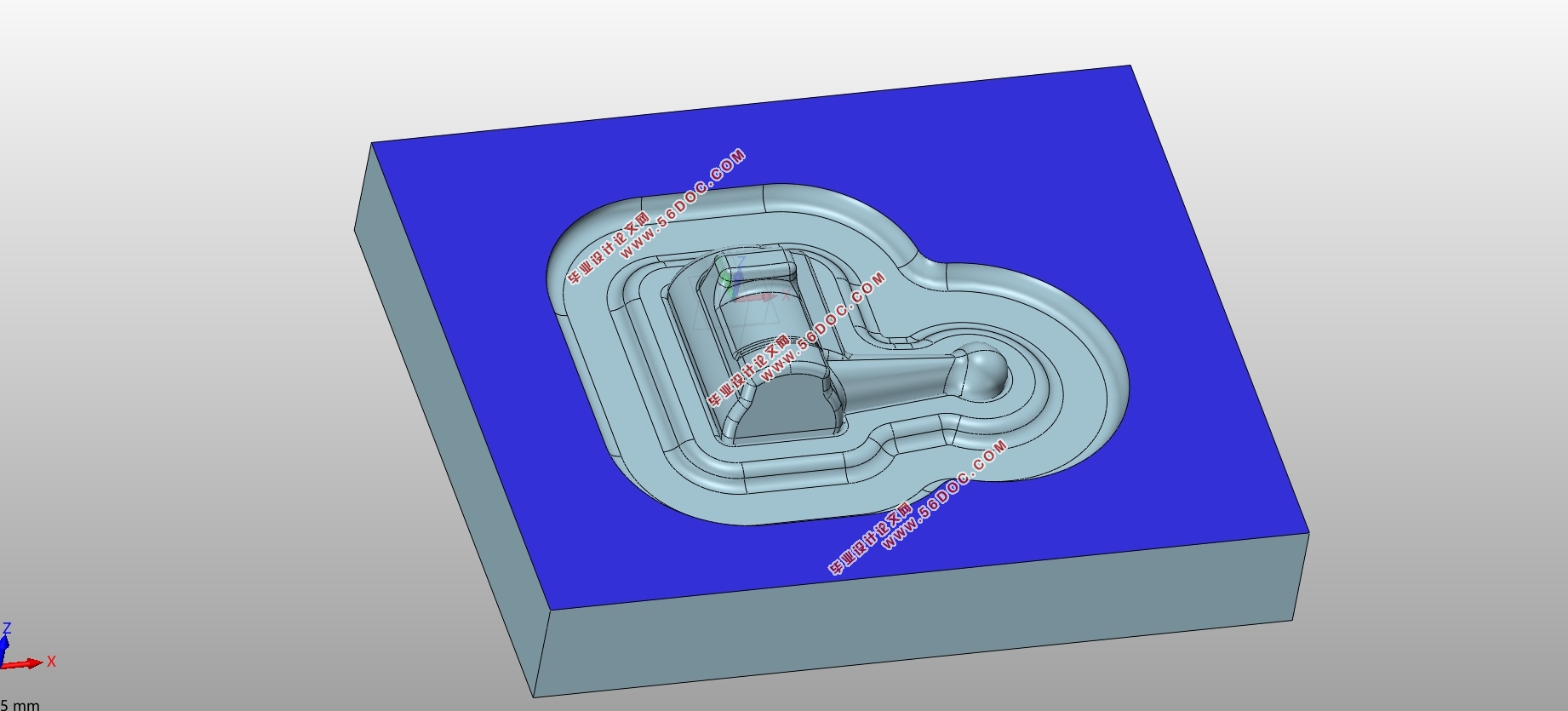
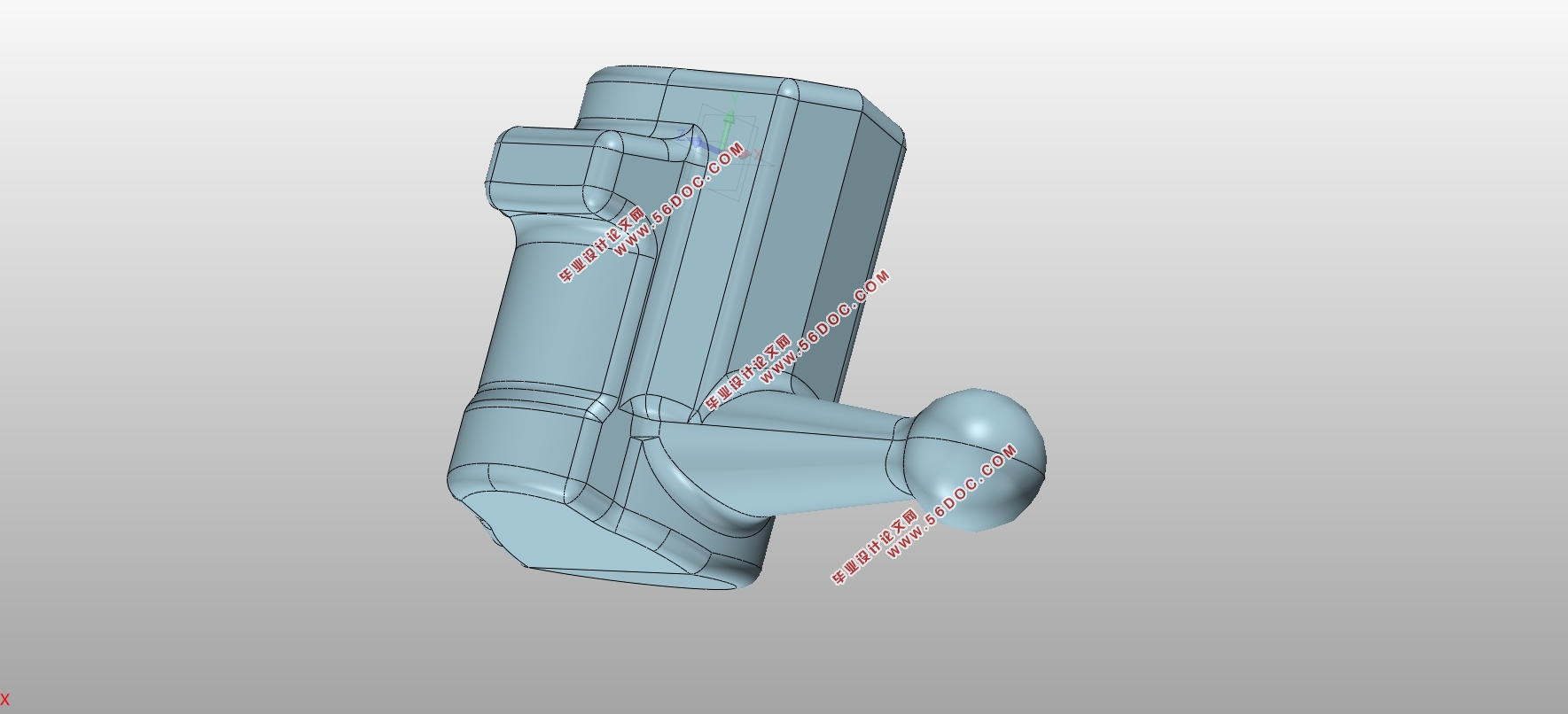
ЪзЯШИљОнСуМўЭМДДНЈСуМўЕФШ§ЮЌдьаЭЃЌШчЭМ2.1ЫљЪОЁЃНјШыPRO/EШэМўКѓЃЌЕуЛї“аТНЈ”бЁаЭжаЕФ“СуМў”бЁЯюЃЌНјШыЪЕЬхСуМўЩшМЦДАПкЁЃИљОнСуМўЕФНсЙЙЬиЕуЃЌбЁдёЯШЩшМЦЦфжїЬхВПЗжЃЌдйдкжїЬхЕФЛљДЁЩЯЭъГЩСЌИЫЕФЛцжЦЁЃдйИљОнСуМўЕФШ§ЮЌдьаЭЩшМЦЖЭМўЃЌИљОнСуМўЭМЕФДжВкЖШвЊЧѓЃЌдкЖЭдьЭъГЩКѓашвЊЖдЖЭМўЕФвЛаЉВПЮЛНјааЛњМгЙЄЃЌВХФмЕУЕНТњзуММЪѕвЊЧѓЕФСуМўЃЌвђДЫИУСуМўПЩПДзіЮЊЛњМгЙЄСуМўЁЃЮЊСЫНЕЕЭГЩБОЃЌМѕЩйМгЙЄКФЪБЃЌвЛаЉЬиЪтНсЙЙПЩвдгЩЛњМгЙЄЭъГЩЃЌЖјВЛашвЊЭЈЙ§ЖЭдьЃЌетбљВЛНіМѕЩйСЫЖЭФЃаЭЧЛЕФИДдгГЬЖШЃЌЛЙдквЛЖЈГЬЖШЩЯМѕУтелЕўЛђГфВЛТњЕШШБЯнЕФЗЂЩњИХТЪЁО11ЁПЁЃР§ШчЃЌСуМўЭМЩЯгавЛНЯГЄЕФЭЈПзЃЌПзБкБэУцЛЙгавЛЖЈЕФДжВкЖШвЊЧѓЃЌНіЦОЖЭдьЙЄвеЪЧЮоЗЈТњзуСуМўвЊЧѓЕФЃЌЫљвддкЖЭдьЪБПЩвдКіТдИУЭЈПзЃЌЖЭдьЭъГЩКѓЃЌЭЈЙ§ЛњМгЙЄГівЛИіЭЈПзЃЌЛЙПЩвдБЃжЄЭЈПзБэУцДжВкЖШвЊЧѓЁЃ
ЮЊСЫТњзуСуМўЕФММЪѕвЊЧѓЃЌдкЖЭМўЩЯвЊЩшМЦвЛЖЈЕФМгЙЄгрСПЁЃШЗЖЈМгЙЄгрСПЃЌЯШвЊШЗЖЈЖЭМўЕФВФСЯКЭЬхЛ§ЁЃдкВФСЯЕФбЁгУЩЯЃЌВЛНівЊПМТЧОМУадЃЌЛЙвЊПМТЧСуМўЕФЛњаЕадФмЁЃзлЩЯЫљЪіЃЌбЁгУадФмСМКУЕФ40CrЃЌетжжИжВФМлИёЪЪвЫЃЌСІбЇадФмКУЃЌОШШДІРэКѓПЩвдЛёЕУгХауЕФЛњаЕадФмЁЃетжжВФСЯЕФУмЖШЮЊ7.9g/cm3ЃЌЖЭМўЬхЛ§дМЮЊ83.8cm3ЃЌЫуЕУЖЭМўЕФжиСПдМЮЊ0.66kgЃЌДІгк0.4-1.0kgЧјМфФкЁЃЭЌЪБЃЌСуМўЕФБэУцДжВкЖШЮЊRa6.3ЃЌЖЭМўаЮзДИДдгЯЕЪ§ЮЊS3ЃЌЖЭМўЫЎЦНЗНЯђГпДчаЁгк315mmЃЌвђДЫПЩвдЕУГіЃЌЖЭМўЕФМгЙЄгрСПЮЊ1.5-2mmЃЌгЩгкСуМўаЮзДНЯИДдгЃЌбЁдёЖЭМўЕФМгЙЄгрСПЮЊ2mmЁЃ

ФП ТМ
Ек1еТ аїТл 1
1.1 ФПЕФМАвтвх 1
1.2 ЙњФкЭтбаОПЯжзД 1
Ек2еТ ЙЄвеЩшМЦ 3
2.1 ЖЭМўШ§ЮЌЪгЭМЕФжЦЖЈ 3
2.2 ШЗЖЈЙЄвеСїГЬ 4
2.3 ЩшБИЖжЮЛЕФШЗЖЈМАЦфгаЙиВЮЪ§ 5
Ек3еТ ФЃЬХЕФЩшМЦ 6
3.1 жеЖЭФЃЬХЕФЩшМЦ 6
3.1.1 жеЖЭФЃЬХЕФГѕВНЩшМЦ 6
3.1.2 ЗТецФЃФтМАгХЛЏ 7
3.2 дЄЖЭФЃЬХЕФЩшМЦ 8
3.2.1 дЄЖЭФЃЬХЕФГѕВНЩшМЦ 8
3.2.2 ЗТецФЃФтМАгХЛЏ 10
3.3 жЦХїФЃЬХЕФЩшМЦ 13
3.3.1 жЦХїФЃЬХЕФГѕВНЩшМЦ 13
3.3.2 ЗТецФЃФтМАгХЛЏ 15
3.4 ЧаБпФЃЬХЕФЩшМЦ 16
3.5 БОеТаЁНс 17
Ек4еТ ФЃМмЕФЩшМЦМАФЃОпзмзА 18
4.1 ФЃМмЕФбЁгУ 18
4.2 ФЃОпСуМўЕФбЁгУ 18
4.3 ФЃМмЕФзАХфгыЭМжНЛцжЦ 21
4.4 БОеТаЁНс 22
Ек5еТ НсТл 23
ВЮПМЮФЯз 24
жТ аЛ 25
|