塑料闸瓦钢背的弯曲模设计(附答辩记录)
来源:56doc.com 资料编号:5D2211 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2211
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
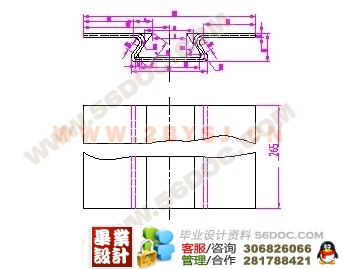
塑料闸瓦钢背俗称刹车片,用于各种车辆。每辆车上16个。材料为Q235,厚度 。
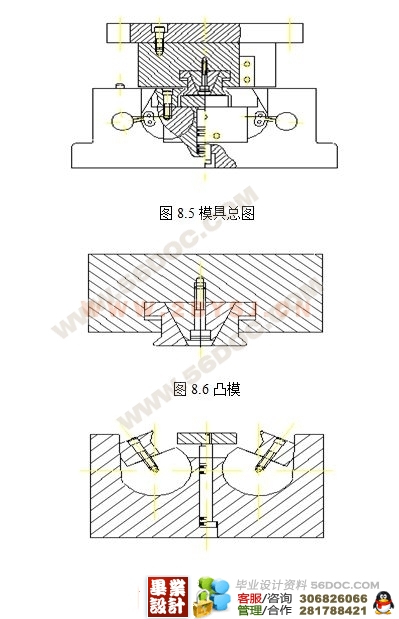
我所设计的模具是弯曲模,属于冲压模具的一种,这套模具突出了弯曲模的特点,这里主要探讨的是根据工件批量大的特点,经过改进的一种高效率的模具,即采用能一次成形的转轴式压弯模。
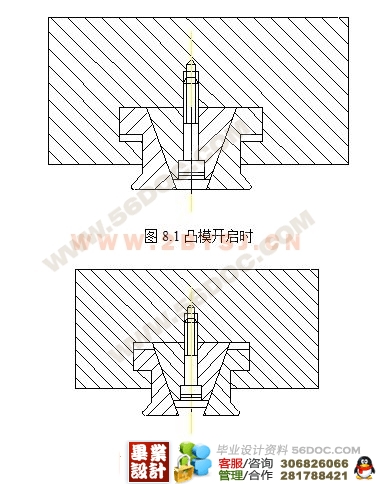
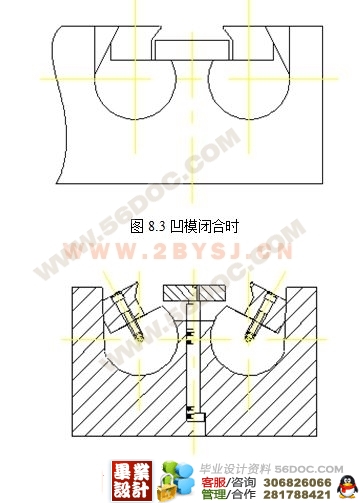
该模具的一个特点是凸模部分是组合式的活动凸模,即中间有一块带有双斜面,为固定式,两边各有一块带斜面的活动凸模,这样当模具开启时,活动凸模会自动下降,由于斜面的作用,凸模的宽度就会缩小,工件很容易取下。凹模是转轴式的,左右两件对称。这种形状的凹模也不应该制成整体而应是组合的,且镶有凹模镶块,以便于机械加工。另外镶块部分容易磨损,这样便于更换又节省材料。
关健词:闸瓦钢背,活动凸模,弯曲模
设计要求:
1 确定合理的冲压工艺方案。
2 选择合理的模具结构形式。
3 进行必要的工艺计算。
4 选择与确定模具的主要零部件的结构与尺寸。
5 选择压力机的型号或验算已选的压力机。
6 绘制模具的总装图及零件图。
模具的装配
序号 工序 工艺说明
1 凸、凹模预配 a) 装配前仔细检查凸模形状及尺寸,是否符合图纸要求尺寸精度;
b) 将凸模与相应的凹模孔相配,检查其间隙是否加工均匀。不合适者应重新修磨或更换。
2 凸模装配 a) 以凸模镶块定位,将凸模压入凸模固定板的形孔中,并挤紧牢固,用连接板固定在凸模座上;
3 装配上模 a) 预装上模,划出与凸、凹模固定板相应螺孔、削孔位置并钻铰螺孔、销孔。用螺钉将垫板、固定板、上模座等连接在一起,但不要拧紧;
b) 复查凸、凹模间隙并调整合适后,紧固螺钉;
c) 切纸检查,合适后打入销钉。
4 装配下模 a) 在下模座上划中心线,按中心预装凹模;
b) 在下模座上,用已加工好的凹模分别确定其螺孔位置,并分别钻孔、攻丝;
c) 将凹模座、凹模转轴、推件板、复原重锤、顶柱、装在一起,并用螺钉固定。
5 试冲与调整 装机试冲并根据试冲结果作相应调整。
本模具的装配以固定凸模镶块为基准件。先装上模,再装下模。装配后应保证间隙均匀,并调整间隙、返修。
目 录
1 弯曲工艺性分析及方案的确定 1
2 弯曲件的结构工艺性分析 3
2.1 最小弯曲半径的确定 3
3 改进零件的结构设计 6
3.1 采用热处理工艺 6
4 弯曲工艺力的计算 7
4.1 自由弯曲时的弯曲力的计算 7
4.2 校正弯曲时的弯曲力 9
4.3 顶件力或压料力 9
4.4 压力机吨位的确定 9
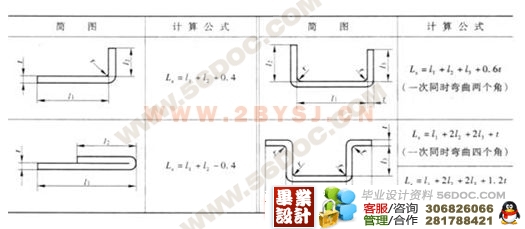
5 毛坯尺寸及回弹量的计算的计算 10
5.1 毛坯尺寸 10
5.2 确定毛坯的尺寸 11
5.3 回弹量的计算 13
6 弯曲模主要工作零件结构参数的确定 15
6.1 弯曲凸模和凹模的圆角半径 15
6.2 凹模工作部分深度 15
6.3弯曲凸、凹的间隙 16
7 弯曲件弯曲工序的安排 18
(毕业设计 )
8 模具总体设计 19
8.1 模具主要零部件的设计 19
8.2 弯曲设备的选择 21
8.3 绘制模具总图 21
8.4 绘制模具非标准零件图 22
8.5 模具类型的选择 22
8.6定位方式的选择 23
8.7卸料、和出件方式的选择 23
9 模具材料的选用及模具零件加工工艺 24
9.1 模具材料的选用 24
9.2 模具零件的加工工艺 24
10 模具的装配与调试 25
10.1 模具的装配 25
10.2 模具的调试 25
总结与致谢 27
参考文献 28
参考文献
[1]马正元、韩啓. 冲压工艺与模具设计. 机械工业出版社, 2000
[2]郑可锽、 实用冲压模具设计手册. 宇航出版社, 2003
[3]刘建超、张宝忠. 冲压模具设计与制造. 高等教育出版社, 2004
[4]杨占尧.、冲压模具图册. 高等教育出版社, 2004
[5]陈炎嗣、郭景仪. 冲压模具手册. 北京出版社, 2001
[6]王芳主、 冷冲压模具设计指导. 机械工业出版社, 2004
[7]姜奎华、 冲压工艺与模具设计. 机械工业出版社, 2005
[8]张如华、赵向阳. 冲压工艺与模具设计. 清华大学出版社, 2001
|
