�������ѹģ�����������(��CAD���ͼװ��ͼ)(������,���ⱨ��,����˵����15000��,CADͼ19��)
ժ Ҫ
�������Ϊ�������ѹģ����ƣ�ͨ�����������ֹ��������ϡ���ס�������������������Ҫ���һ������ģ�͵�����ģ��ʵ�ֹ�����������Ҫ����Ƶ�ģ�����dz����������������ѧ֪ʶ�����Զ���������ѧ֪ʶ�и�ϵͳ��ѧϰ�����գ�����ѧ�����á�
���ȣ�����������ȫ����о����о��������У��ṹ�ķ��������ﵽ�ľ��ȡ�����İ����Ƿ�����ȡ���ƱȽϺ��ʵ�������ʽ�������������ͳɱ���Ч����Ȼ�����ģ���������Ĺ��ռ���ͷ�����ѡ�ú����ķ��������շ����ͼ�������ݰ��������ķ�����ѡ�����İ�����ϣ����ݲ���������ģ����ʹ�õij�ѹ�����Ӷ�ѡ����ʵ�ѹ������ģ���пڵ�ѡ��ͼ��㣬ѡ����ǵ���ģ��϶�������ģ�ߵ�����������ֻ���пڵľ��ȱ�֤�ˣ����ǹ����ľ��Ȳ��ܱ�֤��
��������Ǽ��������ģ�пڳߴ����ݺ�ģ����ƹ����еĽṹ������ѡ�ú��ʵı����������������Ӷ����װ��ͼ�Լ���Ҫ�������ơ�����ڽ���ȷ����У��ģ�߸߶ȣ�ѡ����ʵı�ģ�ܣ�����ѹ����У�ˣ�������ʵ����������Ҫ��
�ؼ��ʣ�����ģ����ѹ���գ�ģ����ƣ����ϳ��
Abstract
This design is for intermediate frequency slag ladle stamping die design, through the analysis of the workpiece, found a blanking, drawing, punching the three basic processes, need to design a compound die for the production. Requirement of die design simple design and easy to understand, use our knowledge, can we have the knowledge to have a system to learn and master, to learn in order to practise.
First of all, do comprehensive research on intermediate frequency slag ladle. The contents of the study are: structure analysis, the accuracy, process arrangement is reasonable. Designlayout is more appropriate, can reduce the cost effect; then the process calculation of mold design and analysis of overall, reasonable selection scheme. Process analysis and calculationincludes the selection and reasonable process scheme of arrangement, to calculate the impactpressure using the mold according to the material, so as to choose the right machine.Selection and calculation of cutting edge, and is the clearance between punch and die cangreatly improve the service life of die; and only precision blade ensures precision parts, we can guarantee.
Finally, we calculate the structure size according to the data and the mold design process ofpunch and die cutting edge in, try to use the standard parts, achieve the standardization,design to complete the assembly drawing and the main parts of the. Finally, in determining and checking the mould height, choose a suitable standard mold, to press check, to meet the needs of the actual production.
Key words��composite modulus, stamping process, mold design , punching blanking
2.1����Ĺ����뾭���Է���
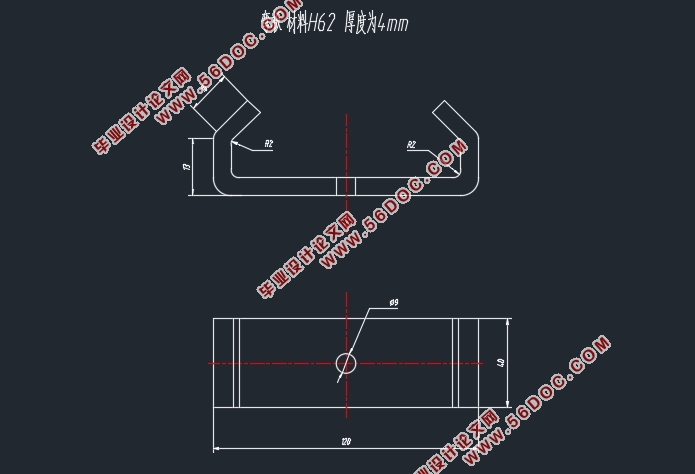
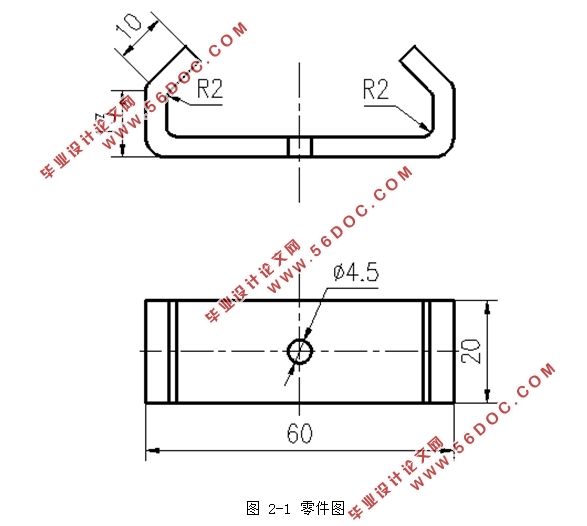
�����Ϊ���Լгּ�������ΪH62�����4mm���ߴ繫��ȼ�ΪIT14����������IJ������ڴ�������������λ����Գƣ�����Ϊһ�����ϣ��ʳ�ѹ�ӹ����������á�
2.2����ӽ���ι����Է���
2.2.1�ṹ��״��ߴ������
���Ƽ���״��������У�������ͨ��ѹ�������м���Ӧ��ע�⣺
1 ���ݹ�������״�������ù���Ϊ���ϡ���ס�������,���������λ��ıȽ�Զ�����Կ����ȼӹ��ף������������
2 ������������Ӧ����ģ�߲��ϵ�ѡ���ģ�߽ṹ��ȷ������֤ģ�ߵ�������
3 �Ƽ�������Ǻ�С���Ӱ�ȫ���ǣ�Ҫ��ȡ�ʵ���ȡ����ʽ��ģ�߽ṹ����ƺ��Ƽ���ȡ����ʽ��
2.2.2 ���������ֲڶ�
������ı���ֲڶȾ�Ϊ���ɱ���ֲڶȣ��ߴ繫��ȼ�ΪIT12�������ó�ѹ���Դﵽ�����Ҫ�ӹ������ʱ����ģ�߽ṹ��Ϊ���ӹ����㡣
2.2.3 ����
���������H62�� H62��ͭ��ʾƽ����ͭ��Ϊ62%����ͨ��ͭ������ͨ��ͭ�Ļ����ϼ�������Ԫ�ص�ͭ�Ͻ�������ͭ������"H"��ʾ����������������Ԫ�صĻ�ѧ���ź�ƽ���ɷݣ���H62Ϊ��ͭ��Ϊ60.5%��63.5%,����Ϊп��������HAl59-3-2���ʾ��ͭ����57%��60%,������Ϊ2.5%��3.5%,������Ϊ2%��3%, ����Ϊп��������ͭ��Ϊ��ͨ��ͭ�������ͭ�������ͭ���֣������ͭ��ZCu��ͷ���������Ԫ�صķ��ż���ƽ��������
3.1 ���ι��շ�����ȷ��
3.1.1 ���ι���������������ȷ��
��1�� ���ι������ʵ�ȷ����
���������Ҫ���η����dz�ú����������η������Է�Ϊ���֣�һ�֣������ϣ���ף�����������һ���������ϣ��������ٳ�ף������ַ����е�һ��������Ч�ʸߣ���Ϊ����֮���ٳ�ף���λ���Ǻܷ��㣬��������Ч�ʵ͡����ԣ��Ƚ����������õ�һ�ַ�����Ϊ������
��2�����ݲ���ر�����������λ��Խ�Զ�����֮��������������Ӱ��ľ��Ⱥ�λ�öȡ�
3.1.2 ��ѹ���շ����ķ�����ȷ��
�������ϻ��������ⶨ���������ֳ�ѹ���շ�����
����һ�����ϡ���ס�����������ģ
�����������ϳ����ģ����ׅg�������
�����������öλ����ģ
�����Ƚ��������ֹ��շ��������Կ���������һģ�������࣬��ѹЧ�ʵ͡�����������ڷ���һģ�߽ϸ��ӣ��������٣���ѹЧ����ߡ������������ǰ���ַ���ģ����ӣ��������ڳ����������٣���ѹЧ����ߣ�����������������λ��Ҫ���ðڶ��ṹ������ģ�Ľṹ��Ƚϸ��ӣ����ģ�ߺͼӹ�ģ�߶��Ƚ����ѡ�
��3-1 ��ѹ���շ����Ƚϱ�
��Ŀ ����һ ������ ������
ģ�߽ṹ �� һ�� �ṹ�ϸ���
ģ������ 3�� 2�� 1��
����Ч�� �ϵ� �ϸ� ��
ͨ�������������ܵıȽϣ����ǵ���Ʒ������45°��������ʹ�ü���ģ����ʵ���Զ������������Բ��÷�������������ġ�

Ŀ ¼
ժ Ҫ I
Abstract I
��һ�� ���� 1
1.1 ��ѹ������ģ�ߵķ�չ���� 1
1.2 �ҹ�ģ�����ķ�չ���� 1
�ڶ��� ���ͼ�ķ��� 4
2.1����Ĺ����뾭���Է��� 4
2.2����ӽ���ι����Է��� 4
2.2.1�ṹ��״��ߴ������ 4
2.2.2 ���������ֲڶ� 5
2.2.3 ���� 5
������ �ӽ���ι������ 6
3.1 ���ι��շ�����ȷ�� 6
3.1.1 ���ι���������������ȷ�� 6
3.1.2 ��ѹ���շ����ķ�����ȷ�� 6
3.2 ��ѹ���ղ����ļ��� 7
3.2.1 ����ߴ�ļ��� 7
3.2.2 ������� 8
3.2.3 �������ѹ���ļ������ѹ�豸��ѡ�� 11
������ ���ϳ��ģ����� 15
4.1ģ�����ͺͽṹ��ʽ��ȷ�� 15
4.1.1 ģ�߽ṹ���͵�ȷ�� 15
4.1.2��λ�����ѡ�� 15
4.1.3ж�������ѡ�� 15
4.1.4���Ϸ�ʽ��ѡ�� 15
4.1.5 ģ�����̶���� 15
4.1.6 ģ�����ͼ�ģ�������ʽ��ȷ�� 17
4.2 ģ���пڳߴ�ļ��� 17
��ü�϶��ѡ�� 17
�пڳߴ����ԭ�� 18
4.3 ��ģ��� 19
4.3.1 ��ģ���ε�ȷ�� 19
4.3.2 ��ģ�пڽṹ��ʽ��ѡ�� 20
4.3.3 ��ģ��������ϵ�ȷ�� 20
4.4 ģ����� 20
4.4.1 ģ�ṹ��ȷ�� 20
4.4.2 ģ���ϵ�ȷ�� 21
4.4.4 ģ���ȵ�ȷ�� 21
4.5 ж�ϰ����� 21
4.5.1 ж�ϰ�������� 21
4.5.2 ж�ϰ���ϵ�ѡ�� 21
4.5.3 ж�ϰ����徫�ȵ�ȷ�� 22
4.6 �̶������� 22
4.7������� 22
4.8ѹ����У�� 22
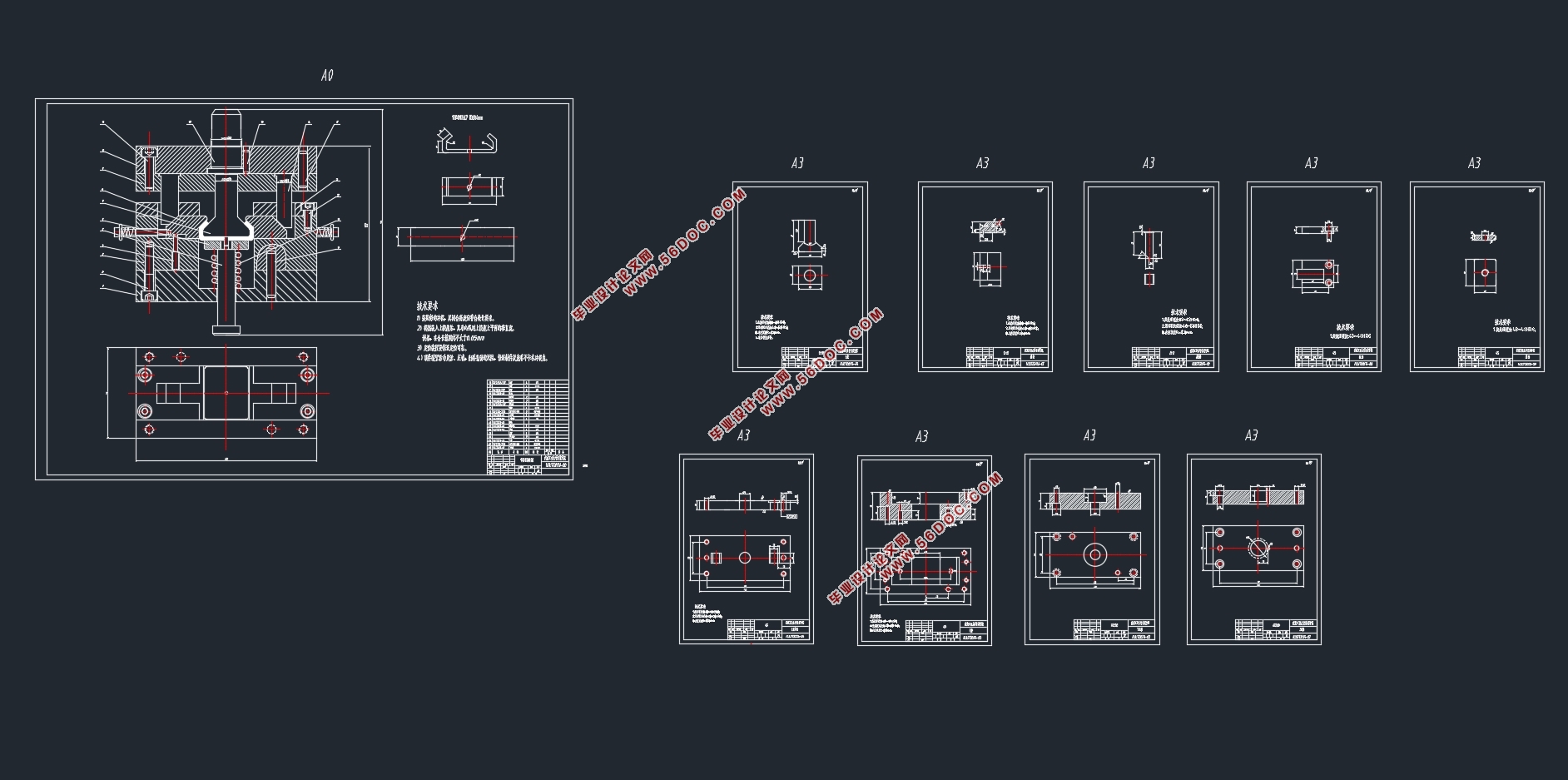
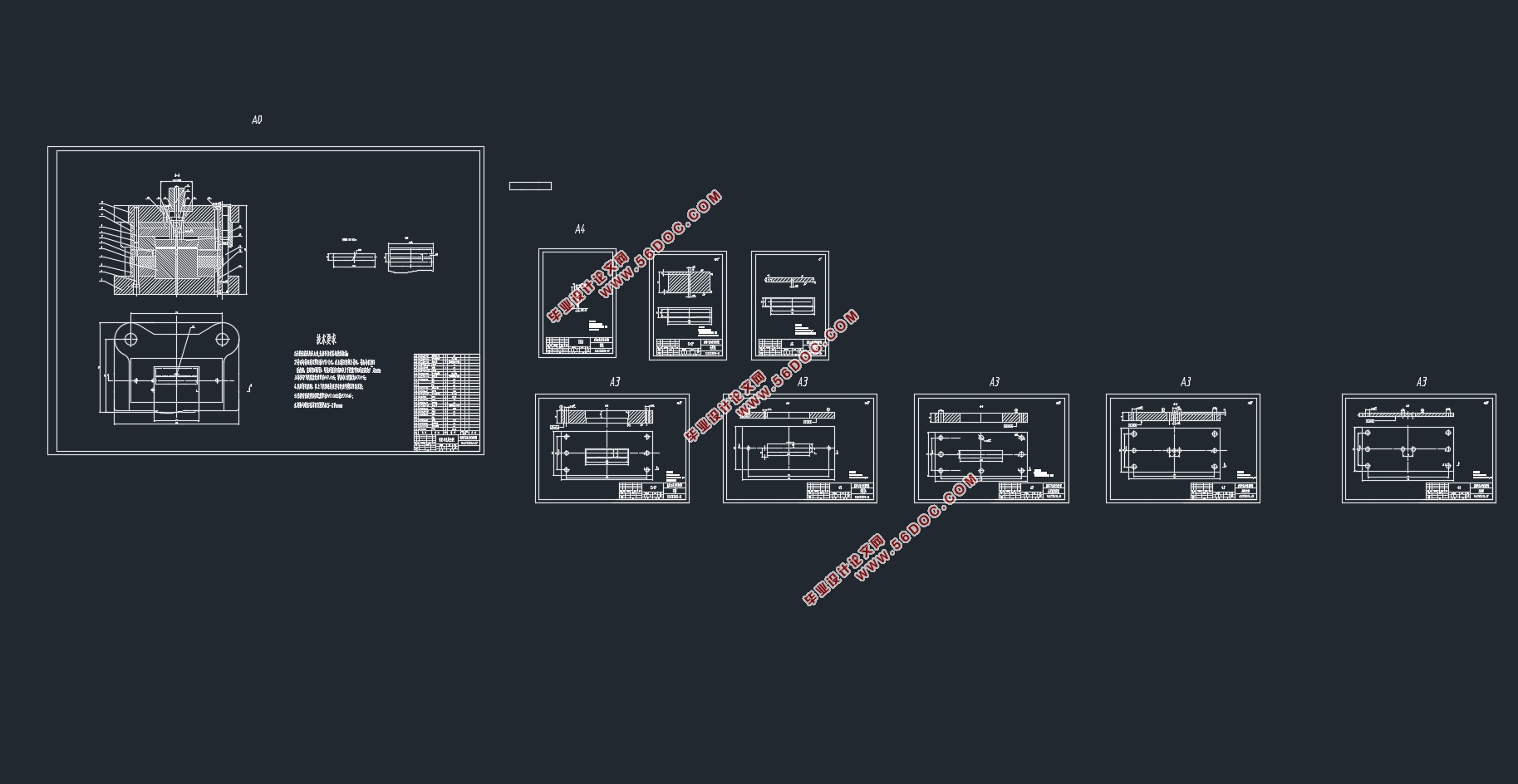
4.9 װ��ͼ�Ļ��� 23
4.10 �ݶ���������ѡ�� 23
������ ����ģ����� 25
5.1ģ�����ͺͽṹ��ʽ��ȷ�� 25
5.1.1 ģ�߽ṹ���͵�ȷ�� 25
5.1.2 �����Ķ�λ��ʽ��ȷ�� 25
5.1.3 ж���������ʽ��ȷ�� 25
5.2 ģ������������ѡ�� 25
5.2.1 ������������ 25
5.3 ģ��ͼ���Ļ��Ƽ�ѹ����У�� 25
5.3.1 ģ��װ��ͼ�Ļ��� 25
5.3.2 ģ����Ҫ���ͼ�Ļ��� 26
5.3.3 ѹ��������������У�� 27
������ ģ�߲��ϵ�ѡ��Ҫ���ѡ��ԭ�� 28
6.1���ģ���ϵ�ѡ��Ҫ�� 28
6.2���ϵ�ѡ��ԭ�� 28
6.3���ģ�ߵĵ��� 29
6.4ģ�ߵļ�� 29
6.5 ģ�ߵĹ���ԭ����ʹ��ά�� 30
����ܽ� 33
����� 34
|
