摩托车油箱注油口冲压模具设计(含CAD零件图装配图)(任务书,开题报告,外文翻译,论文说明书9000字,CAD图9张)
摘 要
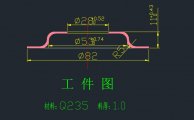
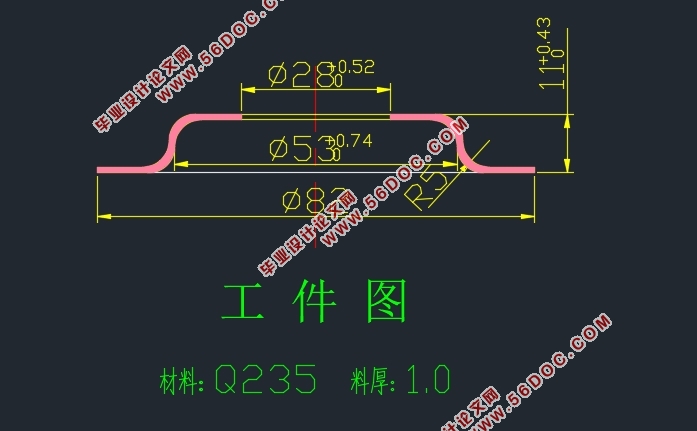
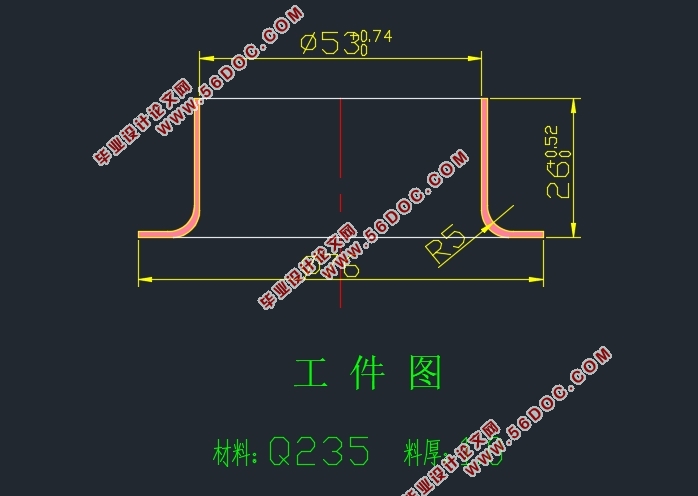
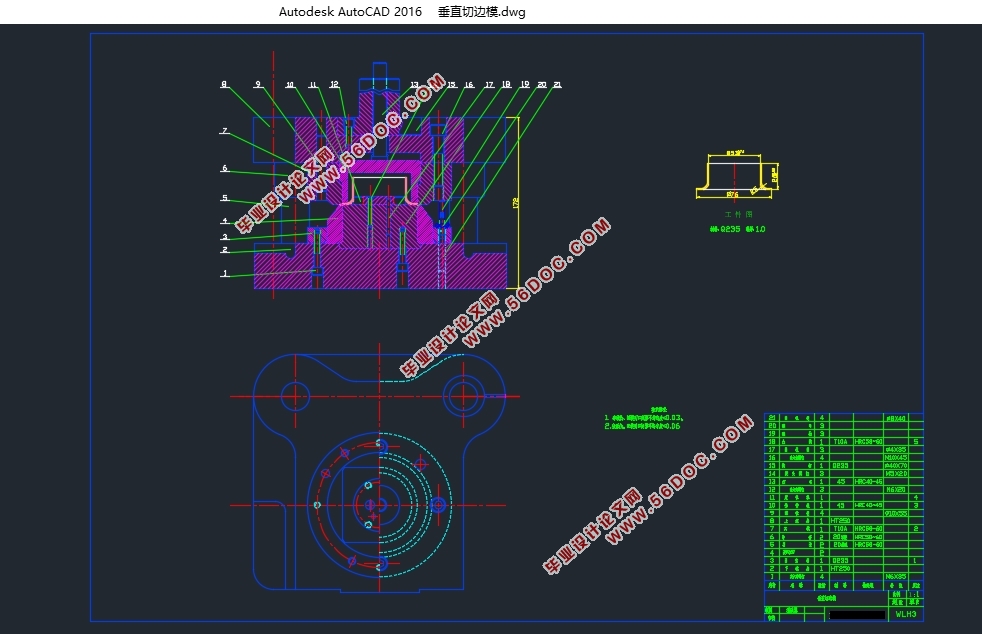
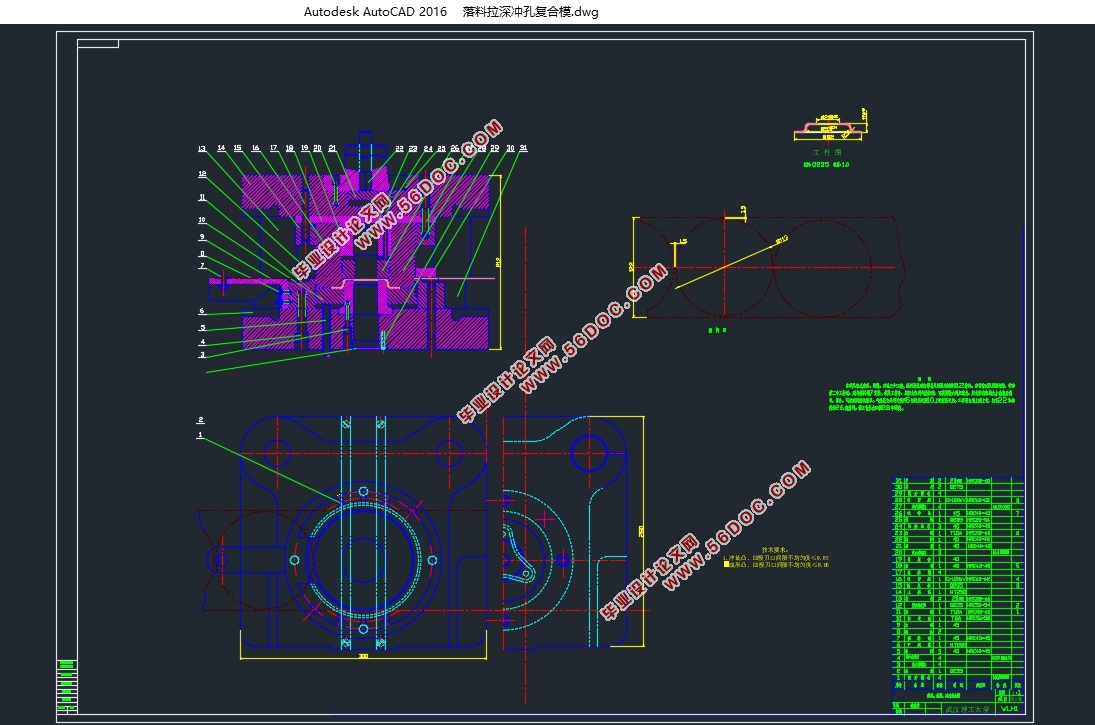
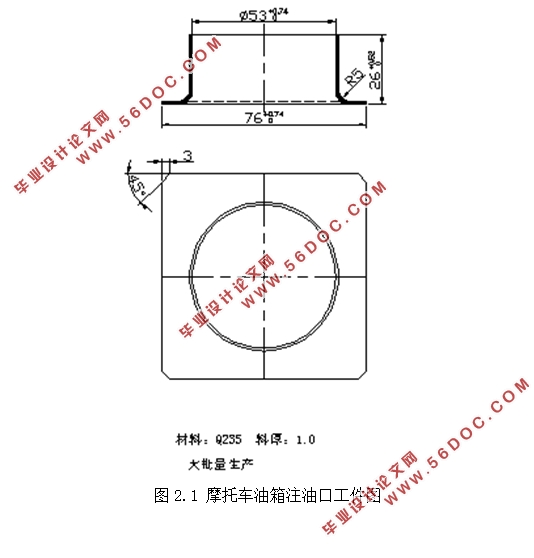
本次毕业设计是对摩托车油箱注油口冲压模具及进料机构设计。在设计之初先进行了资料的查阅,了解了目前主流的冲压模具的发展情况以及冲压工艺的优势,认识到冲压工艺在小型零件的大批量生产上具有生产效率高、质量稳定、成本低以及可加工复杂形状工件等一系列优点。接着完成了对工件的分析,设计了几种工艺方法,并最终选定了使用落料、拉深、冲孔、翻边、切边工艺。设计中分析了各步的冲压工艺,根据实际工件的尺寸,计算了毛坯尺寸排样、冲压力刃口尺寸等。接着又进行了模具的受力情况及刃口尺寸等各种数据计算,设计了模具的总体结构及主要零部件。从而选定压力机,并且进一步得出了整体尺寸。最后绘制了落料、拉深、冲孔复合模和切边的单工序模具装配图及零部件图。
关键词:复合模;模具设计;刃口尺
Abstract
The graduation design is Motorcycle fuel tank filler neck stamping dies and feed mechanism design. At the beginning of design for the data access, understand the current mainstream of stamping mould development situation and advantages of stamping process, to realize the stamping process in small parts of mass production with high efficiency, stable quality, low cost and can be processed complex shapes and so on a series of advantages. Then completed on the analysis, design of several process, and finally picked use blanking, deep drawing, punching, trimming process. Design is analyzed in the stamping process, according to the actual size of workpiece calculated, the blank size layout, the size of pressure. Then the mold force and the size of various data calculation, the design of the mould structure and main parts. Thus selected, and press the overall size. The final rendering blanking, deep drawing, punching composite modulus and trimming assembly process of mould parts and single.
Key Words:Composite modulus; Mould design; Blade size