ееЯрЛњжаНгДЅЦЌГхбЙФЃЩшМЦ
РДдДЃК56doc.com зЪСЯБрКХЃК5D9310 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D9310
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
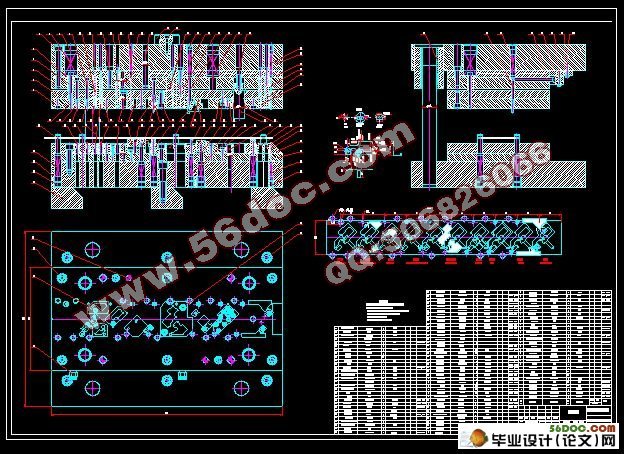
ееЯрЛњжаНгДЅЦЌГхбЙФЃЩшМЦ(БЯвЕТлЮФЫЕУїЪщ22000зж,CADЭМжН40еХ)
еЊ вЊ
ЫцзХЙЄвЕЕФЗЂеЙЃЌГхбЙГЩаЭММЪѕдкЛњаЕЙЄвЕЁЂЕчзгЙЄвЕЁЂКНЬьКНПеЙЄвЕМАШегУЦЗЕШЕФЩњВњжаЕФзїгУШевцживЊЁЃAuto CAD КЭPRO/ENGINEERздЮЪЪРвдРДЃЌОЙ§ЖрФъЕФЗЂеЙвбГЩЮЊМЋЦфживЊЕФФЃОпЩшМЦКЭИЈжњЩњВњгІгУШэМўЁЃИљОнПЭЛЇЬсЙЉЕФГхбЙМўСуМўЭМЃЌЩшМЦГігЩГхПзЁЂЭфЧњКЭТфСЯЕШЙЄађЫљзщГЩЕФвЛИБМЖНјФЃЃЌИУМЖНјФЃОпФмЙЛЪЕЯжздЖЏЛЏЩњВњЃЌВЂОпгаздЖЏБЃЛЄЙІФмЁЃ
ЙиМќДЪЃКжЦМўЃЛХХбљГхбЙГЩаЭЃЛМЖНјФЃЃЛЭЙФЃЃЛАМФЃЃЛCADЁЃ
Abstract
With the development of industry, The Mould holddown shapings technique more and more important in mechanical industy, electronics industry, spaceflight industry and production of daily necessities etc.With the Auto CAD and PRO/ENGINEER’s appeared, Though many year’s development, It has became the most importance apply software in dies design and assistance produce. Designed a progressive diepunch made up of perforating,lanching,bending and blanking etc work preface ;This progressive diepunch canrelized automation produce,And have automatic protection function.
Keyword: Fished part Layout Wash to press to model progressive die punch Die block CAD
Ек1еТ жЦМўЕФЙЄвеЗжЮі
ЩшМЦжаЕФГхбЙжЦМўЪЧМбФмИДгЁЛњЕФвЛИіЛњаОСуМўЁЃГхбЙМўжЦМўЕФЕчзгЭМЕЕЪЧгЩПЭЛЇЬсЙЉЃЌШчЭМ1-1ЫљЪОЁЃгЩжЦМўСуМўЭМПЩвджЊЕРЃКжЦМўЕФЭтаЮВЛЙцдђЃЌашвЊОЙ§ЖрДЮГхВУВХФмЭъГЩМгЙЄЃЌжЦМўгаСНИіЯђЩЯЕФLЧњЃЛвђДЫВЩгУЧаЗЯСЯЕФХХбљЗНЗЈЁЃЭЈЙ§ЖдСуМўЕФГѕВНЗжЮіПЩжЊЃЌвЊЭъГЩИУжЦМўЕФЩњВњЃЌашвЊОЙ§вдЯТЙЄвеЃКГхПзЁЂЭфЧњЁЂТфСЯЃЌЧаЩрЕШЙЄвеЁЃГхбЙМўЕФОЋЖШвЊЧѓНЯИпЃЌзюаЁЕФЮѓВювЊЧѓдк±0.1mmвдФкЃЌЦНУцЖШвЊЧѓдк±0.3mmвдФкЃЌЮЊСЫБЃжЄЦфЦНУцЖШвЊЧѓЃЌдкЩшМЦжагаБивЊМгШыаЃЦНЙЄЮЛЃЛжЦМўЕФКёЖШЮЊ0.2mmЃЌЪєгкБЁВФСЯРрГхВУЃЌбЁгУгУОэСЯЃЛГхбЙМўЕФВФСЯПЭЛЇвЊЧѓгУSUS304ЃЌМДЮвЙњЕФВЛатИжВФСЯЁЃВщдФЁЖФЃОпЩшМЦЪжВсЁЗЃЌНЋЩшМЦжаЕФВФСЯШЗЖЈЮЊЃКCr18Ni9ВФСЯЁЃСэЭтЃЌдкЩшМЦжаЛЙгІИУПМТЧЕНВЛатИжВФСЯЕФГхВУЙЄвеадЃЌвдМАЦфЯЫЮЌЗНЯђЕФЬиадЁЃдкжЦМўЭМММЪѕвЊЧѓжаЮвУЧПЩвджЊЕРЃКПЭЛЇЖдФЃОпЕФВФСЯгабЯИёвЊЧѓЃЌвЊЧѓгУЛЗБЃВФСЯЃЌФЃОпВФСЯжаВЛФмЙЛКЌгаЖдздШЛЛЗОГгабЯжиЮлШОЕФН№ЪєдЊЫиЃЌБиаыТњзуQS9000ЛЗБЃвЊЧѓЁЃ
гЩЁЖФЃОпЩшМЦЪжВсЁЗПЩвджЊЕРЃКжЦМўдкГхВУЭтаЮЪБвЊЧѓСНИіЯрНЛБпОЁСПБмУтШёНЧЃЌбЯНћМтНЧЃЌдВНЧАыОЖR>=0.25tЃЌГхВУМўЕФЭЙГіЛђАМШыВЛвЫЬЋаЁЃЌгІБмУтГЄаќБлКЭеБлКЭеВлЃЌвЊЧѓаќБлКЭВлГЄLгыЦфПэЖШBгІгавЛЖЈЕФБШСаЁЃИжАхЪБЃЌB>=ЃЈ1.3жС1.5ЃЉtЃЌгаЩЋН№ЪєАхЪБЃЌB>=ЃЈ0.75жС0.8ЃЉtЃЌL<=3BЁЃГхВУПзгыПзжЎМфЁЂПзгыГхМўБпдЕжЎМфЕФБкКёВЛгІЬЋаЁЃЌЗёдђЛсгАЯьАМФЃЧПЖШЁЂЪйУќКЭГхМўжЪСПЁЃЭЈЙ§ЖджЦМўСуМўЭМЗжЮіЃЌПЩжЊЦфТњзувдЩЯвЊЧѓЁЃ
гЩгкжЦМўВФСЯЪЧВЛатИжВФСЯЃЌОпгаСМКУЕФЭфЧњЙЄвеадЃЌдкЩшМЦжагІИУПМТЧЕНЦфЯЫЮЌЗНЯђЃЌвдРћгкФЃОпЕФЩшМЦгыжЦдьЃЌЭфЧњЪБелЭфЯпЕФЗНЯђВЛФмЙЛгыДјСЯЕФЯЫЮЌЗНЯђвЛжТЃЌгІИУДЙжБДјСЯЕФЯЫЮЌЗНЯђЛђепгыЦфЯЫЮЌЗНЯђГЩвЛЖЈЕФНЧЖШЃЌзюКУЕФНЧЖШЮЊГЩ45ЖШЃЛЭфЧњМўЕФЭфЧњАыОЖВЛгІЙ§аЁЛђЙ§ДѓЃЌШчЙћЭфЧњАыОЖЙ§аЁЃЌШнвзБЛЭфСбЃЛШєЭфЧњАыОЖЙ§ДѓЃЌвђЪмЕНЛиЕЏгАЯьЃЌЭфЧњГЩаЮНЧЖШКЭдВНЧАыОЖЕФОЋЖШОљВЛШнвзЕУЕНБЃжЄЃЛЭЌЪБЃЌдкЩшМЦжаЛЙгІИУПМТЧЕНЭфЧњМўжББпИпЖШВЛвЫЬЋЖЬЃЌМДЪЙЭфЧњАыОЖR=0ЪБЃЌвВвЊЪЙзюаЁжББпГЄЖШДѓгк1.3TЃЌвЛАуЭфЧњМўжББпИпЖШHДѓгк2TЁЃгЩжЦМўСуМўЭМзЪСЯПЩвджЊЕРЃКжЦМўЭфЧњЙЄвеТњзувдЩЯвЊЧѓЁЃ
гЩгкжЦМўЪєгкБЁВФСЯГхбЙМгЙЄЃЌДјСЯЕФКёЖШЮЊ0.2mmЃЌвђДЫЖдгкЭфЧњАыОЖаЁгк0.2mmЕФ90ЖШНЧЭфЧњЃЌдкЩшМЦжаПЩвдНЋЦфПДзїЭфЧњАыОЖЮЊ0mmЕФЭфЧњЁЃ
ГхбЙжЦМўЕФФъВњСПЮЊ200ЭђМўЃЌЪєгкДѓХњСПЩњВњЃЛжЦМўЭтЙлЕФзюДѓГЄЖШЮЊ53mmЃЌПэЖШЮЊ27mmЃЌЪєаЁаЭжЦМўЃЌгЩгкЦфаЮзДНЯИДдгЃЌЩњВњаЇТЪвЊЧѓИпЃЌвђДЫЮвУЧЩшМЦЩњВњаЇТЪИпЕФМЖНјФЃРДЭъГЩДЫжЦМўЕФЩњВњЁЃ
зЂЩфЛњаЭКХЕФбЁдё
вЛАуАДЫмМўжЪСПдкзЂЩфСПЕФ60%~80%ЗЖЮЇФкЃЌБОДЮЩшМЦЫмМўзмжЪСПЮЊ69.76gЃЌ21/60%=116ЃЈgЃЉЃЌЁЖОнжаЙњФЃОпЩшМЦДѓЕфЃЈ2ЃЉЁЗбЁДѓгк35gЕФЕФзЂЩфЛњаЭКХЃКгаСНжжЃК
SZ100/80 ЮдЪН
РэТлзЂЩфШнСП (cm) 100
ТнИЫЃЈжљШћЃЉжБОЖ (mm) 35
зЂЩфбЙСІ (MPa) 170
зЂЩфЫйЖШ (g/s) 95
ЫмЛЏФмСІ (r/min) 40
ТнИЫЫйЖШ (KN) 0~200
ЫјФЃСІ (mm) 800
РИЫМфОр (mm) 320x320
вЦФЃааГЬ (mm) 305
зюДѓФЃОпИпЖШ (mm) 300
зюаЁФЃОпИпЖШ (mm) 170
ЫјФЃаЮЪН ЫЋЧњжт
ХчзьЧђжБОЖ (mm) SR10
ФЃОпЖЈЮЛПзжБОЖ (mm) 100
ХчзьПкПзОЖ (mm) 3.5

ФПТМ
еЊвЊ
ЧАбд
ЕквЛеТ жЦМўЕФЙЄвеадЗжЮі ……………3
ЕкЖўеТ жЦМўЕФХХбљ ……………………5
2.1 жЦМўВњЦЗЕФеЙПЊ ……………………5
2.2 жЦМўЕФХХбљКЭЙЄЮЛЕФШЗЖЈ ………5
2.2.1 ХХбљЧАЕФзМБИ ………………5
2.2.2 жЦМўЕФХХбљддђ ……………6
2.2.3 ДюБпжЕЕФШЗЖЈ ………………6
2.2.4 ХХбљЕФВНжш ………………6
ЕкШ§еТ ЭЙЁЂАМФЃШаПкГпДчЕФМЦЫу …8
3.1 ГхВУФЃШаПкГпДчЕФМЦЫу ………8
3.1.1 ГпДчЕФМЦЫуддђ ……………8
3.1.2 ГпДчЕФМЦЫуЗНЗЈ …………9
3.1.3 ГпДчЕФМЦЫу …………………9
3.2 ЭфЧњФЃЙЄзїВПЗжЕФМЦЫу …………10
3.2.1 ЭЙЁЂАМФЃЕФдВНЧАыОЖ ………10
3.2.2 АМФЃЩюЖШ……………………10
3.2.3 ЭЙЁЂАМФЃЕФМфЯЖ ……………10
3.2.4 ЭЙЁЂАМФЃЙЄзїВПЗжГпДчЕФМЦЫу 11
ЕкЫФеТ СІЕФМЦЫуКЭГхВУМфЯЖЕФШЗЖЈ 12
4.1 СІЕФМЦЫу …………………………12
4.1.1 ГхВУСІЕФМЦЫу ……………12
4.1.2 ЭфЧњСІЕФМЦЫу ……………13
4.1.3 аЖСЯСІЁЂЭЦСЯСІЕФМЦЫу …15
4.2 бЙСІЛњЙЋГЦбЙСІЕФбЁШЁ ……16
4.3 ГхВУМфЯЖЕФШЗЖЈ ……………16
ЕкЮхеТ ФЃОпбЙСІжааФЕФШЗЖЈ …18
ЕкСљеТ ФЃОпжївЊСуМўЕФЩшМЦ ……19
6.1 ФЃОпЕФЛњЙЙ …………………19
6.1.1 ФЃОпНсЙЙЕФзщГЩ …………19
6.1.2 ЖрЙЄЮЛМЖНјФЃЖіНсЙЙЬиЕу 19
6.1.3 ФЃОпНсЙЙЕФЩшМЦддђ ……19
6.2 ЭЙЁЂАМФЃЕФЩшМЦ ……………20
6.2.1 ЭЙЁЂАМФЃЕФЩшМЦддђ ……20
6.2.2 ГхВУЭЙЁЂАМФЃЕФЩшМЦ ……20
6.2.3 ЭфЧњЭЙЁЂАМФЃЕФЩшМЦ ……23
6.2.4 ЭЙЁЂАМФЃВФСЯЕФбЁдё ……24
6.3 ЕМе§зАжУЕФЩшМЦ ……………25
6.4 аЖСЯзАжУЕФЩшМЦ ……………26
6.4.1 аЖСЯзАжУЕФЩшМЦддђ ……26
6.4.2 аЖСЯзАжУЕФНсЙЙаЮЪН ……26
6.5 ЕМСЯЯЕЭГЕФЩшМЦ ……………28
6.5.1 ЕМСЯАх ……………………28
6.5.2 ЬѕСЯВрбЙзАжУ ……………29
6.5.3 ЬѕСЯИЁЖЅЦї ……………29
6.6 МрВтзАжУЕФЩшМЦ ………………31
6.7 аБаЈЛњЙЙЕФЩшМЦ ……………32
6.7.1 аБаЈгыЛЌПщЕФЩшМЦвЊЧѓ …33
6.7.2 аБаЈгыЛЌПщГпДчЕФШЗЖЈ …33
6.7.3 ЛЌПщЕФИДЮЛЛњЙЙЕФЩшМЦ …34
6.8 ЕМЯђВПЗжЕФЩшМЦ ……………35
6.8.1 ФкЕМжљЕФЩшМЦ ……………35
6.8.2 ЭтЕМжљЕФЩшМЦ ……………35
6.9 НєЙЬТнЖЄКЭЖЈЮЛВПЗжЕФЩшМЦ ……36
6.9.1 ФЃАхЁЂФЃзљжЎМфЕФНєЙЬТнЖЄЩшМЦ36
6.9.2 ЖЈЮЛЯњЕФЩшМЦ ……………36
6.10 Ц№жиЛњЙЙЕФЩшМЦ ……………37
6.11 ПеЙЄЮЛЕФЩшМЦ ………………37
6.12 ФЃАхЁЂФЃзљЩшМЦ ……………37
6.12.1 ФЃАхЁЂФЃзљКёЖШЕФШЗЖЈ …37
6.12.2 ФЃАхПэЖШКЭГЄЖШЕФЩшМЦ 38
6.12.3 ФЃзљПэЖШКЭГЄЖШЕФЩшМЦ 39
6.13 ЕцЬњЕФЩшМЦ …………………40
НсЪјгя ………………………………41
ВЮПМЮФЯз ……………………………42
|
