АВзАПщЪ§ПиМгЙЄЙЄвеМАБрГЬЩшМЦ(КЌCADЭМ,PROEШ§ЮЌСуМўЭМ,ЙЄађЙЄвеПЈ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D15960 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D15960
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
АВзАПщЪ§ПиМгЙЄЙЄвеМАБрГЬЩшМЦ(КЌCADЭМ,PROEШ§ЮЌСуМўЭМ,ЙЄађЙЄвеПЈ)(ТлЮФЫЕУїЪщ9200зж,CADЭМ2еХ,PROEШ§ЮЌСуМўЭМ,ЙЄађПЈ,ЙЄвеПЈ)
еЊ вЊ
БОЦЊБЯвЕЩшМЦжївЊгаЪ§ПиЛњДВКЭБрГЬЕФНщЩмЃЌЖдАВзАПщСуМўЕФЙЄвеадЗжЮіЙЄвеВЮЪ§ЕФбЁдёЕЖОпЕФбЁдёЃЌСуМўЕФГЬађЕФЪжЙЄБржЦЃЌГЬађЕФЗТецЁЃ
ЮФеТЕФжївЊФкШнЮЊСуМўЕФЙЄвеЗжЮіЃЌЙЄвеТЗЯпЕФжЦЖЈЃЌИїЙЄађЕФЧаЯїСІМАЧаЯїЙЄЪБЕФМЦЫувдМАСуМўЕФЪжЙЄГЬађЕФБржЦКЭИїжївЊЙЄађЕФГЬађЧхЕЅЁЃдкСуМўЕФЪжЙЄБрГЬжагУЕНСЫG02/G03дВЛЁВхВЙжИСюЃЛG81зъПзЃЛM98ЕїгУзгГЬађжИСюЁЃ
ЙиМќДЪЃКАВзАПщЃЌЪжЙЄБрГЬЃЌдВЛЁВхВЙжИСюЃЌзъПзЃЌзгГЬађ
ФП ТМ
1аїТл 5
1.1 Ъ§ПиЛњДВЕФзщГЩ 6
2Ъ§ПиМгЙЄЙЄвеЩшМЦ 7
2.1 АВзАПщСуМўЕФЙЄвеЗжЮі 8
2.2 ЕЖОпЁЂСПОпЕФбЁдё 9
2.3ШЗЖЈУЋХїЕФжЦзїаЮЪН 10
2.4 БржЦМгЙЄЙЄве 10
2.5ЙЄвеЙцГЬЕФЩшМЦ 11
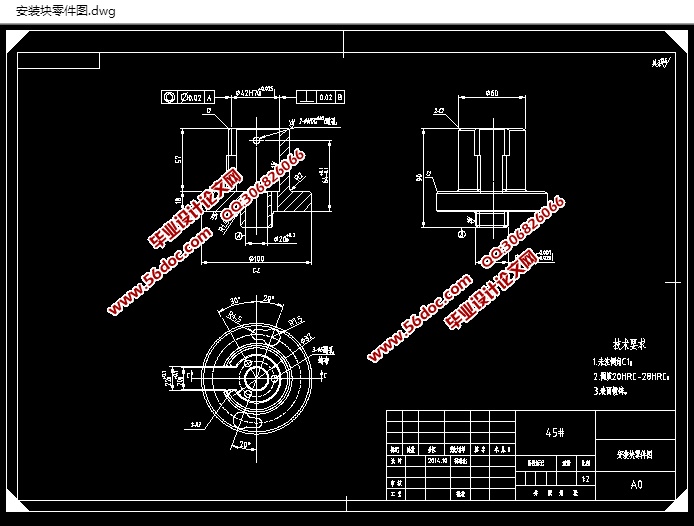
2.6ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 11
2.6.1МазѓЖЫЃЌДжГЕЭтдВφ80ЁЂφ77.4МАЖЫУц 11
2.6.2ЕїЭЗзАМаЃЌДжГЕЭтдВφ35.5ЃЌφ85ЃЌ30ЖШЕЙНЧЖЫУц 12
2.6.3ОЋГЕЭтдВφ35.5ЃЌφ85 12
2.6.4ЕїЭЗзАМаЃЌОЋГЕЭтдВφ80ЁЂφ77.4МАЖЫУц 12
2.6.5зъФкПзφ16 12
2.6.6ДжялЁЂОЋялФкПзφ20 12
2.6.7ДжялЁЂОЋялФкПзφ75 12
2.6.8ДжЯГЁЂОЋЯГЗжЖШХЬЩЯ12ЕШЗжВл 12
2.6.9зъφ6.8ЕзПзЃЌЙЅM8ТнЮЦПз 12
2.6.10зъφ6.5Пз 12
3ЙЄМўЕФЪжЖЏБрГЬ 12
3.1 Ъ§ПиБрГЬЕФЖЈвхМАЗжРр 14
3.1.1Ъ§ПиБрГЬЕФЖЈвх 17
3.1.2Ъ§ПиБрГЬЕФЗжРр 19
3.1.3БрГЬЗНЗЈЕФбЁдё 20
3.2 БрГЬдЕуЕФШЗЖЈ 21
3.3 СуМўдьаЭМАМгЙЄ 23
3.4 жївЊМгЙЄЙЄађГЬађЧхЕЅ 24
4ялПзМаОпЕФЩшМЦ 24
4.1ЖЈЮЛЛљзМЕФбЁдё 25
4.2ЖЈЮЛдЊМўЕФЩшМЦ 26
4.3ЧаЯїСІМАМаНєСІЕФМЦЫу 27
4.4ЖЈЮЛЮѓВюЗжЮі 28
4.5ЖдЕЖПщЕФЩшМЦ 29
4.6МаНєзАжУЕФЩшМЦ 30
4.7МаОпЩшМЦМАВйзїЕФМђвЊЫЕУї 30
змНс 32
ВЮПМЮФЯз 33
жТаЛ 34
|